
Unbeschichtet

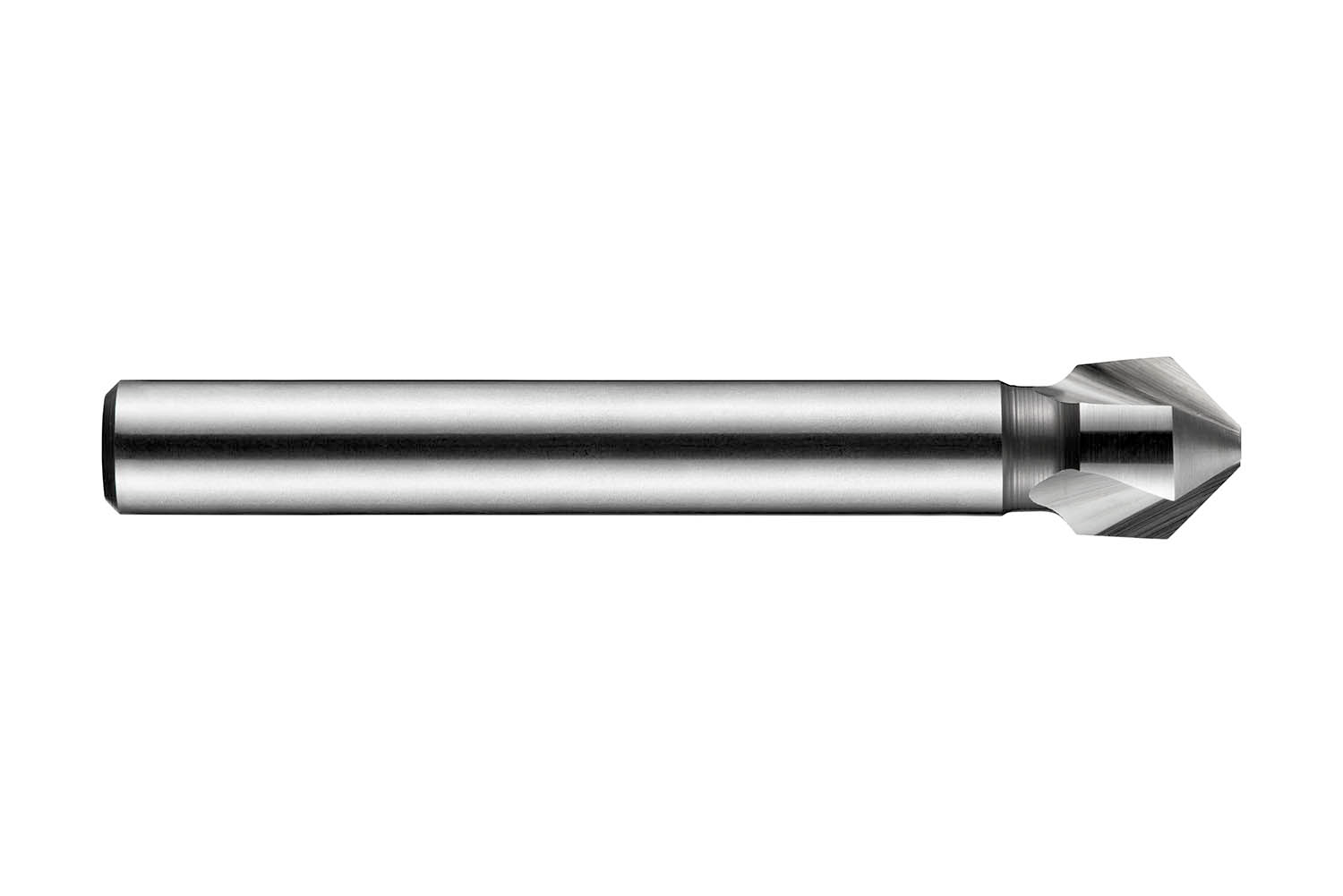
Kegelsenker 90°, spitz auslaufend
Material ID: 5973364
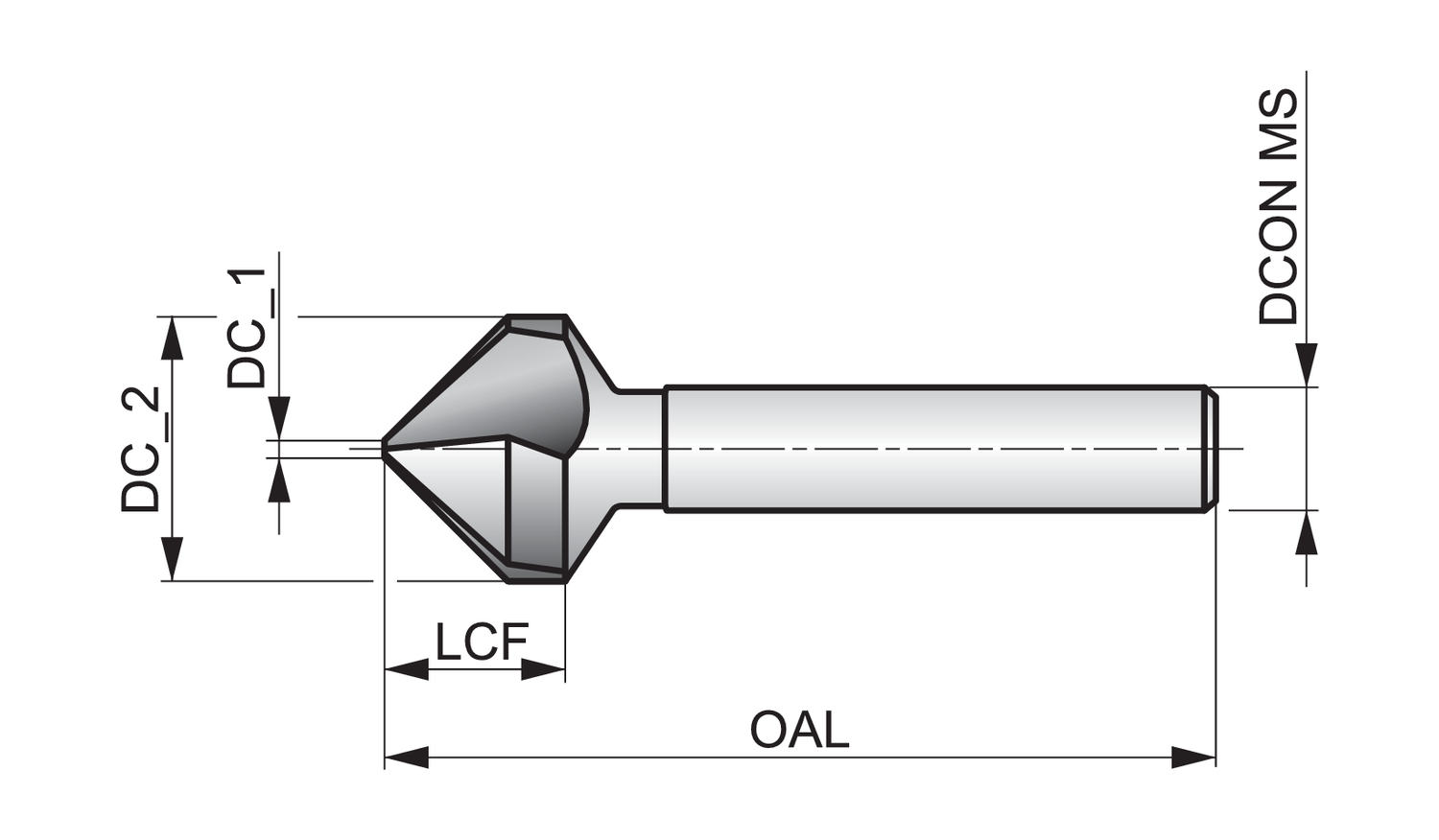
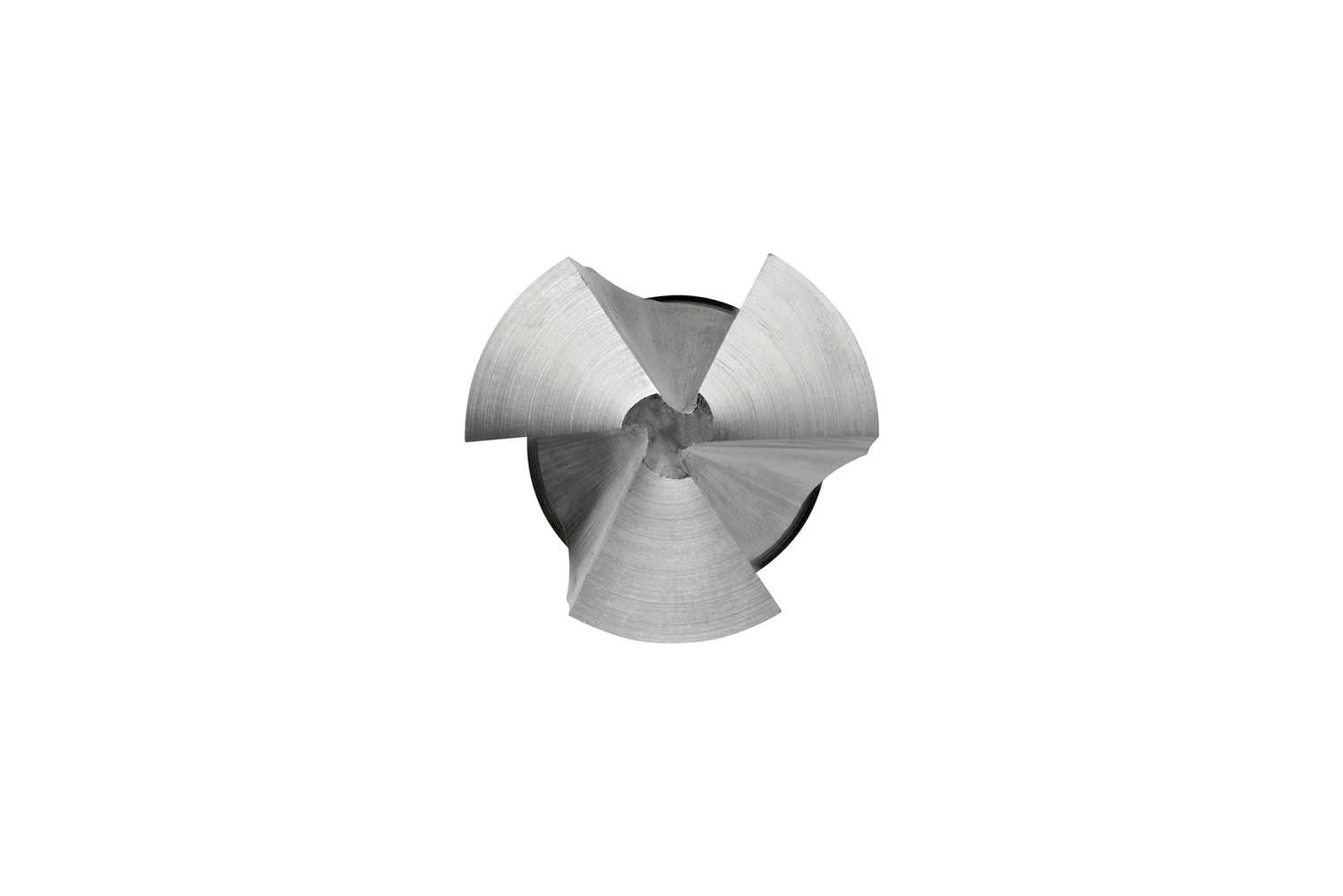
Kegelsenker mit 3-Schneiden, 90° Anfaswinkel, maximaler Durchmesser 12.40mm mit einer Gesamtlänge von 56mm und einer Kopflänge von 8.5mm und 8mm Zylinderschaft, gemäß DIN 335 C Standard zur Herstellung eines konischen Sitzes für ISO-metrische Senkkopfschrauben mit einem minimalen Bohrdurchmesser von 2.80mm, HSS mit Standard unbeschichtet zum zerspanen von freie Bearbeitung, einfachem Kohlenstoffstahl und Stahllegierungen Stahl, Kupfer und Kupferlegierungen


Schnellarbeitsstahl

DIN 335 C – Kegelsenker 90° mit Zylinderschaft

Rechtslauf/Rechts schneidend

90°-Kegelsenker

Zylinderschaft
| EAN Nummer | 7320760108536 |
| Produktnummer (SAP) | 86018169 |
| Bestellcode Zoll | G13612.4 |
| Bruttogewicht - Gramm | 31.3 |
| Schneidendurchmesser, zweite Stufe - Metrisch (DC_2) | 12.4 mm |
| Schneidendurchmesser, erste Stufe - Metrisch (DC_1) | 2.8 mm |
| Spannutlänge - Metrisch (LCF) | 8.5 mm |
| Gesamtlänge - Metrisch (OAL) | 56 mm |
| Spanndurchmesser - Metrisch (DCON MS) | 8 mm |
| Schneidenanzahl | 3 |
| ISO | G13612.4 |
| Eignung | vc | f | |
|---|---|---|---|
| P1.1 - Automatenstahl/Kohlenstoffstahl geschwefelt mit einer Härte von < 240HB | Vorrangige Anwendung | 23 m/min | 0.15 mm/rev |
| P1.2 - Automatenstahl/Kohlenstoffstahl geschwefelt und phosphorisiert mit einer Härte von < 180HB | Vorrangige Anwendung | 26 m/min | 0.15 mm/rev |
| P1.3 - Automatenstahl/Kohlenstoffstahl geschwefelt/phosphorisiert und bleihaltig mit einer Härte von < 180HB | Vorrangige Anwendung | 27 m/min | 0.15 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| P2.1 - Normaler kohlenstoffarmer Stahl mit < 0,25 % C mit einer Härte von < 180 HB | Vorrangige Anwendung | 20 m/min | 0.15 mm/rev |
| P2.2 - Normaler Stahl mit mittlerem Kohlenstoffgehalt < 0,55% C mit einer Härte von < 240 HB | Vorrangige Anwendung | 18 m/min | 0.12 mm/rev |
| P2.3 - Normaler Kohlenstoffstahl mit > 0,55 % C, mit einer Härte von < 300 HB | Mögliche Anwendung | 16 m/min | 0.08 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| P3.1 - Legierter Stahl mit einer Härte von < 180HB | Vorrangige Anwendung | 16 m/min | 0.12 mm/rev |
| P3.2 - Legierter Stahl mit einer Härte von 180 - 260HB | Vorrangige Anwendung | 13 m/min | 0.12 mm/rev |
| P3.3 - Legierter Stahl mit einer Härte von 260 - 360HB | Mögliche Anwendung | 11 m/min | 0.08 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| P4.1 - Werkzeugstahl mit einer Härte von < 26HRC | Vorrangige Anwendung | 10 m/min | 0.12 mm/rev |
| P4.2 - Werkzeugstahl mit einer Härte von 26 - 39RC | Mögliche Anwendung | 8 m/min | 0.08 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| M1.1 - Edelstahl, ferritisch mit einer Härte von < 160HB | Mögliche Anwendung | 8 m/min | 0.1 mm/rev |
| M1.2 - Edelstahl, ferritisch mit einer Härte von 160 - 220HB | Mögliche Anwendung | 6 m/min | 0.1 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| M2.1 - Edelstahl, martensitisch mit einer Härte von < 200HB | Mögliche Anwendung | 7 m/min | 0.1 mm/rev |
| M2.2 - Edelstahl, martensitisch mit einer Härte von 200 - 280HB | Mögliche Anwendung | 6 m/min | 0.1 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| K1.1 - Grauguss, ferritisch oder ferritisch-perlitisch mit einer Härte von < 180HB | Mögliche Anwendung | 20 m/min | 0.16 mm/rev |
| K1.2 - Grauguss, ferritisch-perlitisch oder perlitisch mit einer Härte von 180 - 240HB | Mögliche Anwendung | 15 m/min | 0.12 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| K2.1 - Temperguss, ferritisch mit einer Härte von < 160HB | Mögliche Anwendung | 21 m/min | 0.1 mm/rev |
| K2.2 - Temperguss, ferritisch oder perlitisch mit einer Härte von 160 - 200HB | Mögliche Anwendung | 17 m/min | 0.1 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| K3.1 - Duktiles (sphäriodisches) Eisen, ferritisch mit einer Härte von < 180HB | Mögliche Anwendung | 18 m/min | 0.1 mm/rev |
| K3.2 - Duktiles (sphäroidisches) Eisen, ferritisch oder perlitisch mit einer Härte von 180 - 220HB | Mögliche Anwendung | 14 m/min | 0.1 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| K5.1 - Vermiculargraphitguss mit einer Härte von < 180HB | Mögliche Anwendung | 19 m/min | 0.1 mm/rev |
| K5.2 - Vermiculargraphitguss mit einer Härte von 180 - 220HB | Mögliche Anwendung | 15 m/min | 0.1 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| N1.1 - Reinaluminium und Aluminiumknetlegierungen mit einer Härte von < 60HB | Mögliche Anwendung | 40 m/min | 0.18 mm/rev |
| N1.2 - Aluminium-Knetlegierungen mit einer Härte von 60 - 100HB | Vorrangige Anwendung | 30 m/min | 0.18 mm/rev |
| N1.3 - Aluminium-Knetlegierungen mit einer Härte von 100 - 150HB | Mögliche Anwendung | 20 m/min | 0.16 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| N2.1 - Aluminiumgusslegierungen mit einer Härte von < 75HB | Vorrangige Anwendung | 20 m/min | 0.16 mm/rev |
| N2.2 - Aluminiumgusslegierungen mit einer Härte von 75 - 90HB | Mögliche Anwendung | 18 m/min | 0.16 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| N3.1 - Automatenwerkstoffe aus Kupferlegierungen mit hervorragenden Bearbeitungseigenschaften | Vorrangige Anwendung | 21 m/min | 0.16 mm/rev |
| N3.2 - Kurzspanende Kupferlegierungen mit guten bis mittleren Zerspanungseigenschaften | Vorrangige Anwendung | 12 m/min | 0.16 mm/rev |
| N3.3 - Elektrolytkupfer und langspanende Kupferlegierungen mit mittleren bis schlechten Zerspanungseigenschaften | Mögliche Anwendung | 6 m/min | 0.12 mm/rev |
| Eignung | vc | f | |
|---|---|---|---|
| N4.1 - Thermoplastische Polymere | Mögliche Anwendung | 40 m/min | 0.18 mm/rev |
| N4.2 - Duroplastische Polymere | Mögliche Anwendung | 35 m/min | 0.18 mm/rev |
Material ID : 5972710