Titanium Aluminium Nitride Coating


R4586.9
Force X Drill 3×D
Material ID: 5980353
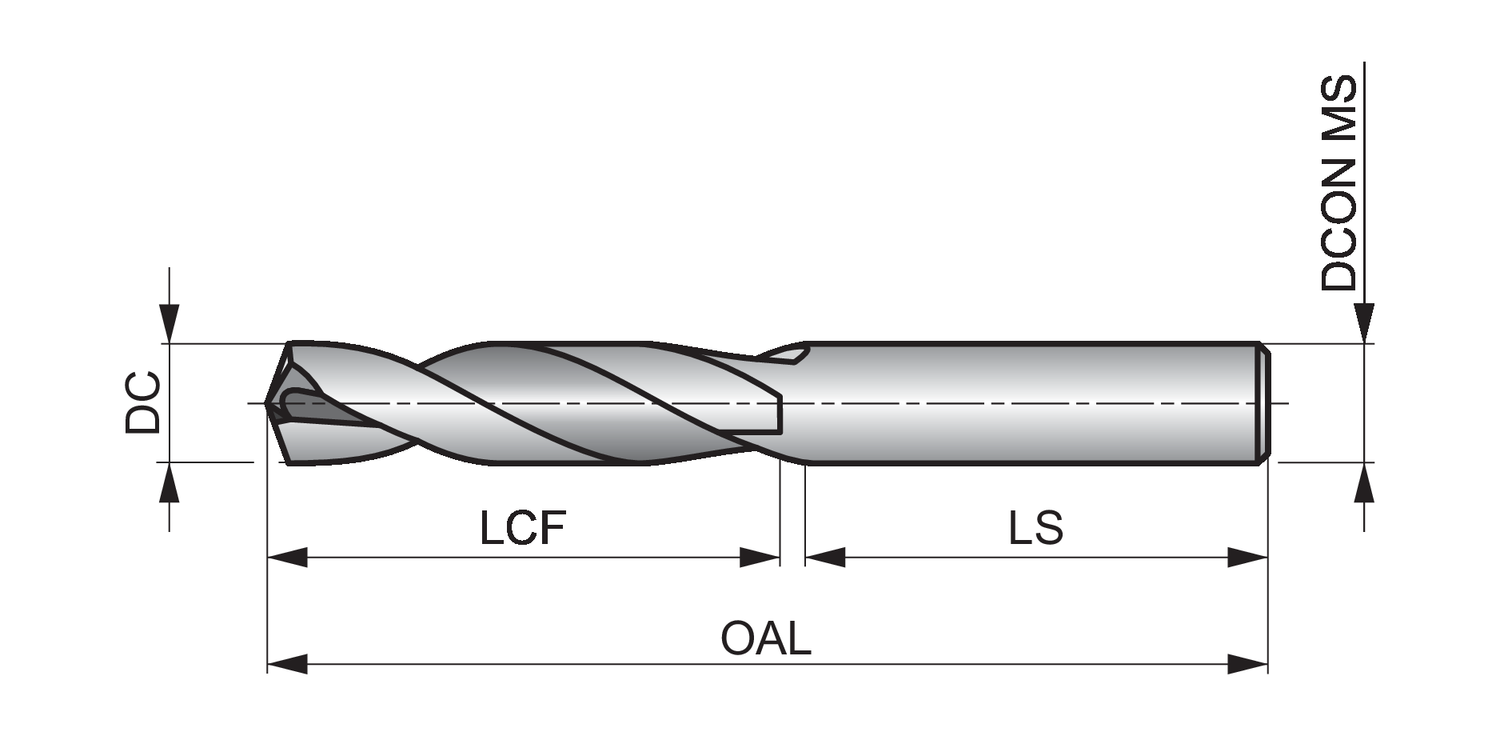
High-performance FORCE X drill with DIN 6535HA NC parallel shank, diameter 6.9mm with an overall length of 79mm and flute length of 34mm according to DIN 6537 K standard with 140° modified 4-facet split point, solid carbide with TiAlN coating and continiously thinned parallel web for 3xD drilling without pecking in steel, stainless steel, cast iron, non-ferrous material and hardened material
Product Feature
Hard Material (Solid Carbide)
DIN 6537 K
3×D Usable Tool Depth to Diameter Ratio
Drill Point 140°
DIN 6535 HA Cylindrical Shank
Continuously Thinned Web Flute Design
m7 – Industry Standard Tool Tolerance Zone (based on diameter range)
Product Detail
Description | Value |
|---|---|
| EAN number | 7320760615461 |
| Product number (SAP) | 86019668 |
| Ordering code ANSI | R4586.9 |
| Product Line | FORCE X |
| Gross weight - grams | 44.7 |
| Cutting diameter - millimeter (DC) | 6.9 mm |
| Cutting diameter - inch (DC) | 0.2717 inch |
| Length chip flute - millimeter (LCF) | 34 mm |
| Overall length - millimeter (OAL) | 79 mm |
| Shank length - millimeter (LS) | 36 mm |
| Connection diameter - millimeter (DCON MS) | 8 mm |
| Length chip flute - inch (LCF) | 1.3386 inch |
| ISO | R4586.9 |
Features & benefits
- Ttanium Aluminium Nitride coating increases surface hardness and wear resistance at higher temperatures to improve tool life at accelerated cutting data
- Coolant channels through the tool provide effective coolant delivery, reducing the temperature in the cutting zone and assisting chip evacuation, enabeling incresaed tool life at accelerated cutting data
- Micrograin Carbide providing extreme hardness and wear resistance providing increased tool life when machining difficult materials
Cutting Conditions
| Suitability | vc | f | |
|---|---|---|---|
| P1.1 - Free machining sulfurized carbon steel with a hardness of < 240HB | Primary use | 143 m/min | 0.227 mm/rev |
| P1.2 - Free machining sulfurized and phosphorized carbon steel with a hardness of < 180HB | Primary use | 160 m/min | 0.227 mm/rev |
| P1.3 - Free machining sulfurized/phosphorized and leaded carbon steel with a hardness of < 180HB | Primary use | 166 m/min | 0.227 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P2.1 - Plain low carbon steel containing < 0.25%C with a hardness of < 180HB | Primary use | 122 m/min | 0.227 mm/rev |
| P2.2 - Plain medium carbon steel containing < 0.55%C with a hardness of < 240HB | Primary use | 108 m/min | 0.227 mm/rev |
| P2.3 - Plain high carbon steel containing > 0.55%C, with a hardness of < 300HB | Primary use | 95 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P3.1 - Alloy steel with a hardness of < 180HB | Primary use | 106 m/min | 0.174 mm/rev |
| P3.2 - Alloy steel with a hardness of 180 - 260HB | Primary use | 86 m/min | 0.174 mm/rev |
| P3.3 - Alloy steel with a hardness of 260 - 360HB | Primary use | 72 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P4.1 - Tool steel with a hardness of < 26HRC | Primary use | 63 m/min | 0.174 mm/rev |
| P4.2 - Tool steel with a hardness of 26 - 39RC | Primary use | 54 m/min | 0.174 mm/rev |
| P4.3 - Tool steel with a hardness of 39 - 45HRC | Primary use | 44 m/min | 0.122 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M1.1 - Stainless steel, ferritic with a hardness of < 160HB | Possible use | 60 m/min | 0.122 mm/rev |
| M1.2 - Stainless steel, ferritic with a hardness of 160 - 220HB | Possible use | 51 m/min | 0.122 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M2.1 - Stainless steel, martensitic with a hardness of < 200HB | Possible use | 54 m/min | 0.122 mm/rev |
| M2.2 - Stainless steel, martensitic with a hardness of 200 - 280HB | Possible use | 44 m/min | 0.122 mm/rev |
| M2.3 - Stainless steel, martensitic with a hardness of 280 - 380HB | Possible use | 37 m/min | 0.079 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M3.1 - Stainless steel, austenitic with a hardness of < 200HB | Possible use | 33 m/min | 0.079 mm/rev |
| M3.2 - Stainless steel, austenitic with a hardness of 200 - 260HB | Possible use | 28 m/min | 0.079 mm/rev |
| M3.3 - Stainless steel, austenitic with a hardness of 260 - 300HB | Possible use | 26 m/min | 0.079 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M4.1 - Stainless steel, austenitic-ferritic or super-austenitic with a hardness of < 300HB | Possible use | 24 m/min | 0.079 mm/rev |
| M4.2 - Stainless steel, precipitation hardening austenitic with a hardness of 300 - 380HB | Possible use | 21 m/min | 0.079 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K1.1 - Gray iron, ferritic or ferritic-pearlitic with a hardness of < 180HB | Primary use | 88 m/min | 0.227 mm/rev |
| K1.2 - Gray iron, ferritic-pearlitic or pearlitic with a hardness of 180 - 240HB | Primary use | 65 m/min | 0.227 mm/rev |
| K1.3 - Gray iron, pearlitic with a hardness of 240 - 280HB | Primary use | 49 m/min | 0.227 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K2.1 - Malleable iron, ferritic with a hardness of < 160HB | Primary use | 78 m/min | 0.174 mm/rev |
| K2.2 - Malleable iron, ferritic or pearlitic with a hardness of 160 - 200HB | Primary use | 64 m/min | 0.174 mm/rev |
| K2.3 - Malleable iron, pearlitic with a hardness of 200 - 240HB | Primary use | 51 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K3.1 - Ductile (nodular/spheriodal) iron, ferritic with a hardness of < 180HB | Primary use | 70 m/min | 0.174 mm/rev |
| K3.2 - Ductile (nodular/spheriodal) iron, ferritic or pearlitic with a hardness of 180 - 220HB | Primary use | 54 m/min | 0.174 mm/rev |
| K3.3 - Ductile (nodular/spheriodal) iron, pearlitic with a hardness of 220 - 260HB | Primary use | 43 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K4.1 - Austenitic cast iron with a hardness of < 180HB | Primary use | 65 m/min | 0.174 mm/rev |
| K4.2 - Austenitic cast iron with a hardness of 180 - 240HB | Primary use | 49 m/min | 0.174 mm/rev |
| K4.3 - Austempered ductile iron with a hardness of 240 - 280HB | Primary use | 36 m/min | 0.174 mm/rev |
| K4.4 - Austempered ductile iron with a hardness of 280 - 320HB | Primary use | 30 m/min | 0.174 mm/rev |
| K4.5 - Austempered ductile iron with a hardness of 320 - 360HB | Primary use | 26 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, compacted graphite iron with a hardness of < 180HB | Primary use | 73 m/min | 0.174 mm/rev |
| K5.2 - Vermicular, compacted graphite iron with a hardness of 180 - 220HB | Primary use | 55 m/min | 0.174 mm/rev |
| K5.3 - Vermicular, compacted graphite iron with a hardness of 220 - 260HB | Primary use | 42 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N1.1 - Pure aluminium and wrought aluminium alloys with a hardness of < 60HB | Primary use | 200 m/min | 0.227 mm/rev |
| N1.2 - Wrought aluminium alloys with a hardness of 60 - 100HB | Primary use | 150 m/min | 0.227 mm/rev |
| N1.3 - Wrought aluminium alloys with a hardness of 100 - 150HB | Primary use | 100 m/min | 0.227 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N2.1 - Cast aluminium alloys with a hardness of < 75HB | Primary use | 246 m/min | 0.174 mm/rev |
| N2.2 - Cast aluminium alloys with a hardness of 75 - 90HB | Primary use | 222 m/min | 0.174 mm/rev |
| N2.3 - Cast aluminium alloys with a hardness of 90 < 140HB | Primary use | 160 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N3.1 - Free-cutting copper-alloys materials with excellent machining properties | Primary use | 298 m/min | 0.174 mm/rev |
| N3.2 - Short-chip copper-alloys with good to moderate machining properties | Primary use | 176 m/min | 0.174 mm/rev |
| N3.3 - Electrolytic copper and long-chip copper-alloys with moderate to poor machining properties | Primary use | 88 m/min | 0.174 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S1.1 - Titanium or titanium alloys, with a hardness of <200HB | Possible use | 44 m/min | 0.122 mm/rev |
| S1.2 - Titanium alloys, with a hardness of 200 - 280HB | Possible use | 36 m/min | 0.122 mm/rev |
| S1.3 - Titanium alloys, a hardness of 280 - 360HB | Possible use | 32 m/min | 0.079 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| H1.1 - Chilled cast iron with a hardness of <440HB | Primary use | 45 m/min | 0.122 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| H2.1 - Hardened cast iron with a hardness <55HRC | Possible use | 26 m/min | 0.122 mm/rev |
| H2.2 - Hardened cast iron with a hardness >55HRC | Possible use | 24 m/min | 0.122 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| H3.1 - Hardened steel with a hardness of <51HRC | Possible use | 30 m/min | 0.122 mm/rev |
| H3.2 - Hardened steel with a hardness of 51 - 55HRC | Possible use | 24 m/min | 0.122 mm/rev |