Bright and TiN (Tip Coating)


R0032.4
Solid Carbide Jobber Drill, TiN tip Coated
Material ID: 8402826
Cutting diameter 2.4 mm, overall length 57 mm, flute length 30 mm, and maximal drilling depth 9.6 mm without pecking.
Product Feature
Hard Material (Solid Carbide)
DIN 338 – Straight Shank Drill Standards
4×D Usable Tool Depth to Diameter Ratio
Drill Point 120°
Cylindrical Shank / Straight Shank
Standard Spiral Flute Design
Right Hand Rotation / Cutting
h7 – Industry Standard Tool Tolerance Zone (based on diameter range)
Product Detail
Description | Value |
|---|---|
| EAN number | 3603607083475 |
| Product number (SAP) | 86046549 |
| Ordering code ANSI | R0032.4 |
| Gross weight - grams | 2.806 |
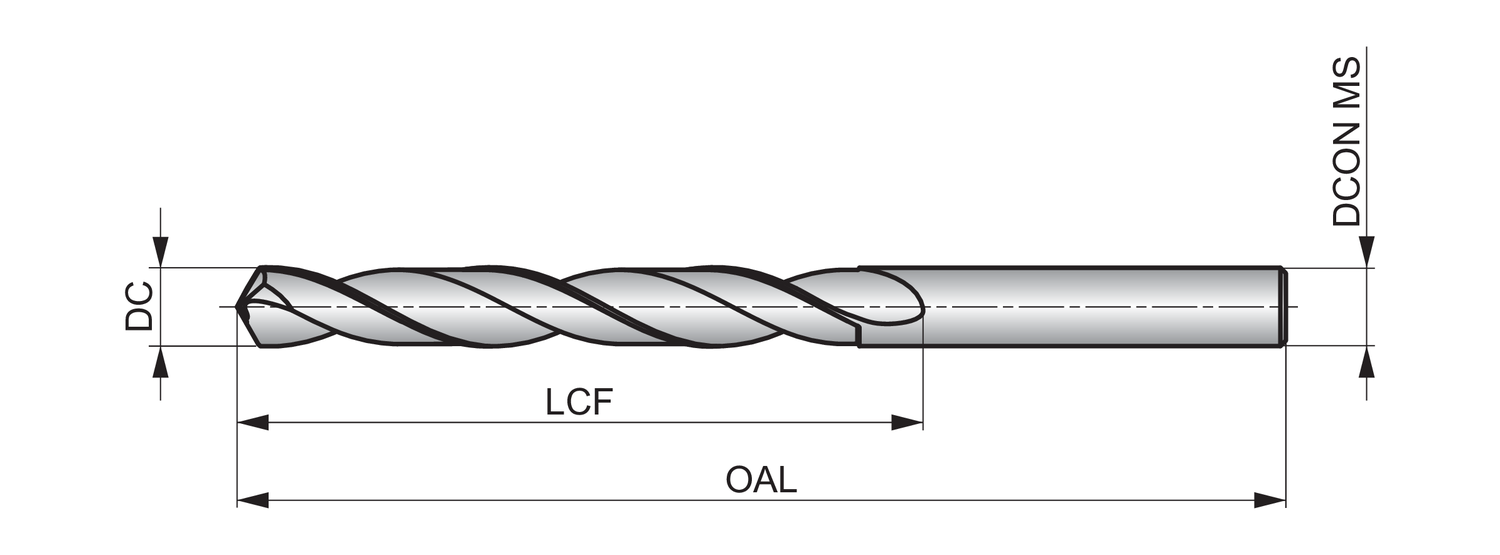
| Cutting diameter - millimeter (DC) | 2.4 mm |
| Cutting diameter - inch (DC) | 0.0945 inch |
| Length chip flute - millimeter (LCF) | 30 mm |
| Overall length - millimeter (OAL) | 57 mm |
| Connection diameter - millimeter (DCON MS) | 2.4 mm |
| Length chip flute - inch (LCF) | 1.1811 inch |
| ISO | R0032.4 |
Cutting Conditions
| Suitability | vc | f | |
|---|---|---|---|
| P1.1 - Free machining sulfurized carbon steel with a hardness of < 240HB | Primary use | 99 m/min | 0.016 mm/rev |
| P1.2 - Free machining sulfurized and phosphorized carbon steel with a hardness of < 180HB | Primary use | 111 m/min | 0.016 mm/rev |
| P1.3 - Free machining sulfurized/phosphorized and leaded carbon steel with a hardness of < 180HB | Primary use | 115 m/min | 0.016 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P2.1 - Plain low carbon steel containing < 0.25%C with a hardness of < 180HB | Primary use | 85 m/min | 0.016 mm/rev |
| P2.2 - Plain medium carbon steel containing < 0.55%C with a hardness of < 240HB | Primary use | 75 m/min | 0.016 mm/rev |
| P2.3 - Plain high carbon steel containing > 0.55%C, with a hardness of < 300HB | Primary use | 66 m/min | 0.016 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P3.1 - Alloy steel with a hardness of < 180HB | Primary use | 66 m/min | 0.016 mm/rev |
| P3.2 - Alloy steel with a hardness of 180 - 260HB | Primary use | 53 m/min | 0.016 mm/rev |
| P3.3 - Alloy steel with a hardness of 260 - 360HB | Primary use | 45 m/min | 0.016 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P4.1 - Tool steel with a hardness of < 26HRC | Primary use | 40 m/min | 0.016 mm/rev |
| P4.2 - Tool steel with a hardness of 26 - 39RC | Primary use | 34 m/min | 0.016 mm/rev |
| P4.3 - Tool steel with a hardness of 39 - 45HRC | Primary use | 27 m/min | 0.016 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K1.1 - Gray iron, ferritic or ferritic-pearlitic with a hardness of < 180HB | Primary use | 75 m/min | 0.033 mm/rev |
| K1.2 - Gray iron, ferritic-pearlitic or pearlitic with a hardness of 180 - 240HB | Primary use | 56 m/min | 0.033 mm/rev |
| K1.3 - Gray iron, pearlitic with a hardness of 240 - 280HB | Primary use | 42 m/min | 0.033 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K2.1 - Malleable iron, ferritic with a hardness of < 160HB | Primary use | 68 m/min | 0.033 mm/rev |
| K2.2 - Malleable iron, ferritic or pearlitic with a hardness of 160 - 200HB | Primary use | 55 m/min | 0.033 mm/rev |
| K2.3 - Malleable iron, pearlitic with a hardness of 200 - 240HB | Primary use | 44 m/min | 0.033 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K3.1 - Ductile (nodular/spheriodal) iron, ferritic with a hardness of < 180HB | Primary use | 60 m/min | 0.033 mm/rev |
| K3.2 - Ductile (nodular/spheriodal) iron, ferritic or pearlitic with a hardness of 180 - 220HB | Primary use | 46 m/min | 0.033 mm/rev |
| K3.3 - Ductile (nodular/spheriodal) iron, pearlitic with a hardness of 220 - 260HB | Primary use | 37 m/min | 0.033 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K4.1 - Austenitic cast iron with a hardness of < 180HB | Possible use | 55 m/min | 0.033 mm/rev |
| K4.2 - Austenitic cast iron with a hardness of 180 - 240HB | Possible use | 42 m/min | 0.033 mm/rev |
| K4.3 - Austempered ductile iron with a hardness of 240 - 280HB | Possible use | 31 m/min | 0.033 mm/rev |
| K4.4 - Austempered ductile iron with a hardness of 280 - 320HB | Possible use | 26 m/min | 0.033 mm/rev |
| K4.5 - Austempered ductile iron with a hardness of 320 - 360HB | Possible use | 22 m/min | 0.033 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, compacted graphite iron with a hardness of < 180HB | Primary use | 63 m/min | 0.033 mm/rev |
| K5.2 - Vermicular, compacted graphite iron with a hardness of 180 - 220HB | Primary use | 47 m/min | 0.033 mm/rev |
| K5.3 - Vermicular, compacted graphite iron with a hardness of 220 - 260HB | Primary use | 37 m/min | 0.033 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N1.1 - Pure aluminium and wrought aluminium alloys with a hardness of < 60HB | Primary use | 150 m/min | 0.081 mm/rev |
| N1.2 - Wrought aluminium alloys with a hardness of 60 - 100HB | Primary use | 113 m/min | 0.081 mm/rev |
| N1.3 - Wrought aluminium alloys with a hardness of 100 - 150HB | Primary use | 75 m/min | 0.081 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N2.1 - Cast aluminium alloys with a hardness of < 75HB | Possible use | 129 m/min | 0.081 mm/rev |
| N2.2 - Cast aluminium alloys with a hardness of 75 - 90HB | Possible use | 116 m/min | 0.081 mm/rev |
| N2.3 - Cast aluminium alloys with a hardness of 90 < 140HB | Possible use | 84 m/min | 0.081 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N3.1 - Free-cutting copper-alloys materials with excellent machining properties | Primary use | 317 m/min | 0.081 mm/rev |
| N3.2 - Short-chip copper-alloys with good to moderate machining properties | Primary use | 190 m/min | 0.081 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N4.1 - Thermoplastic polymers | Primary use | 60 m/min | 0.057 mm/rev |
| N4.2 - Thermosetting polymers | Primary use | 100 m/min | 0.057 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| H1.1 - Chilled cast iron with a hardness of <440HB | Possible use | 34 m/min | 0.016 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| H2.1 - Hardened cast iron with a hardness <55HRC | Possible use | 20 m/min | 0.016 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| H3.1 - Hardened steel with a hardness of <51HRC | Possible use | 22 m/min | 0.016 mm/rev |