Brillante (sin recubrimiento)

G13631.0
Avellanadores - 90°
Número de pedido: 5973387
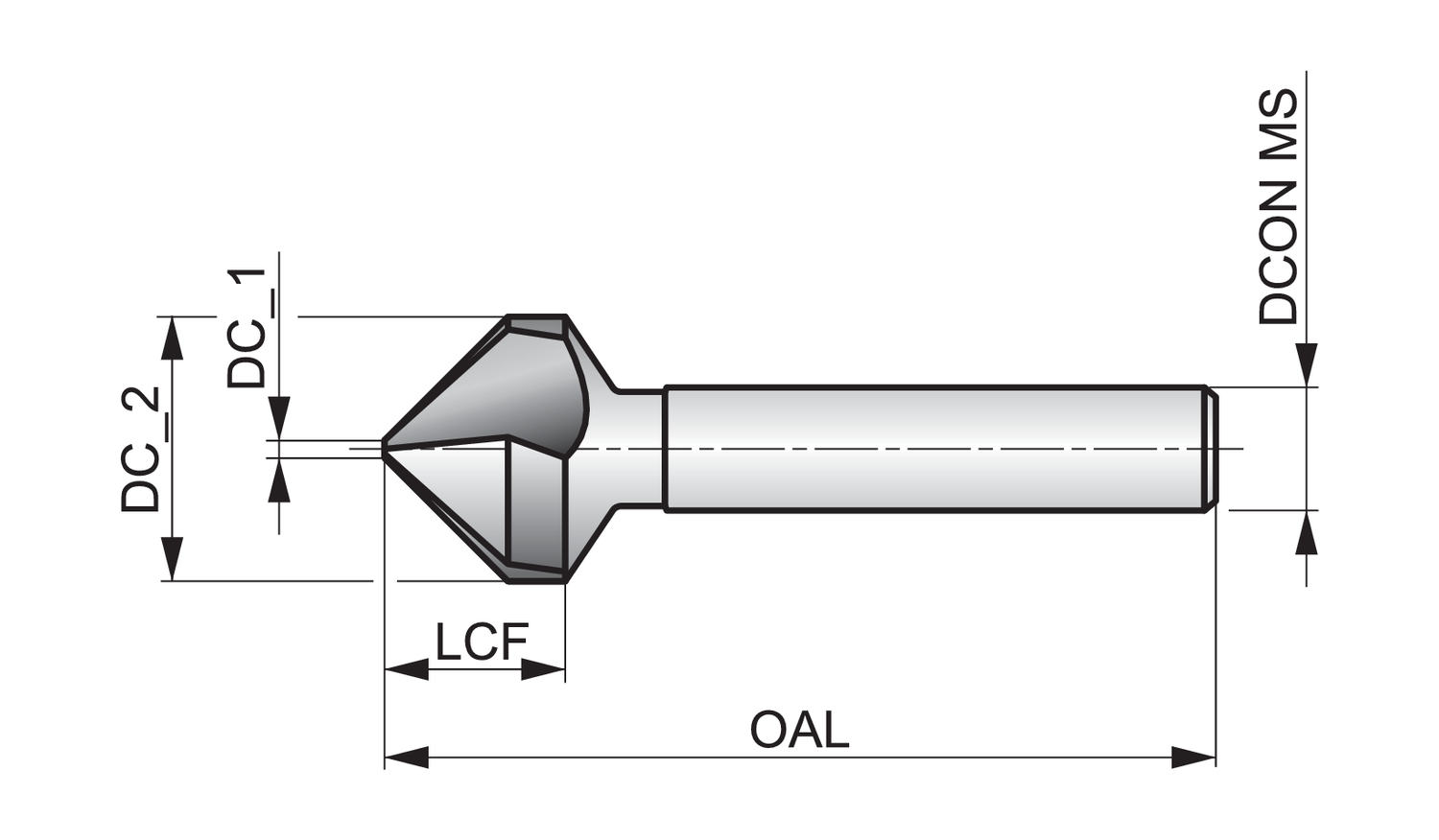
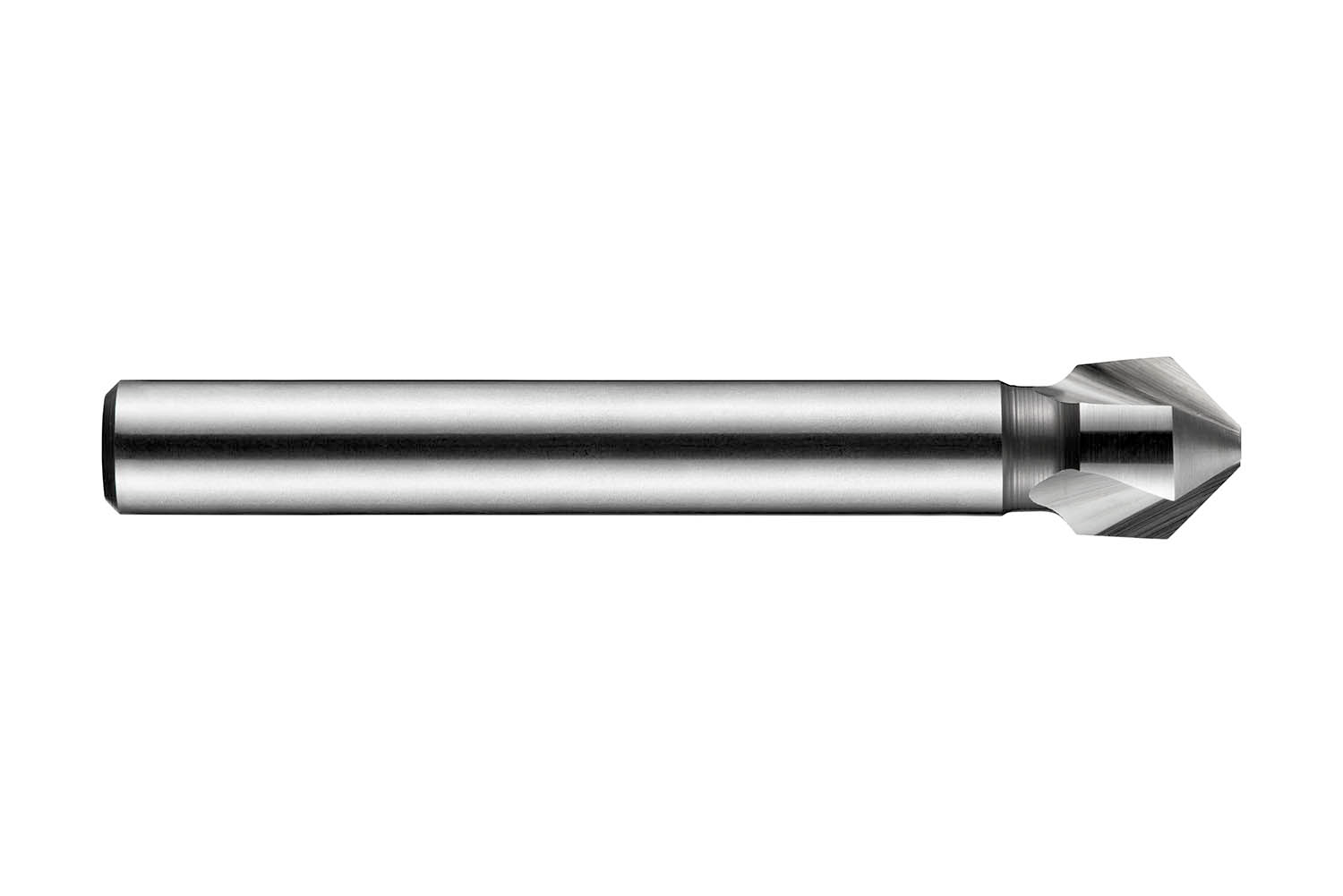
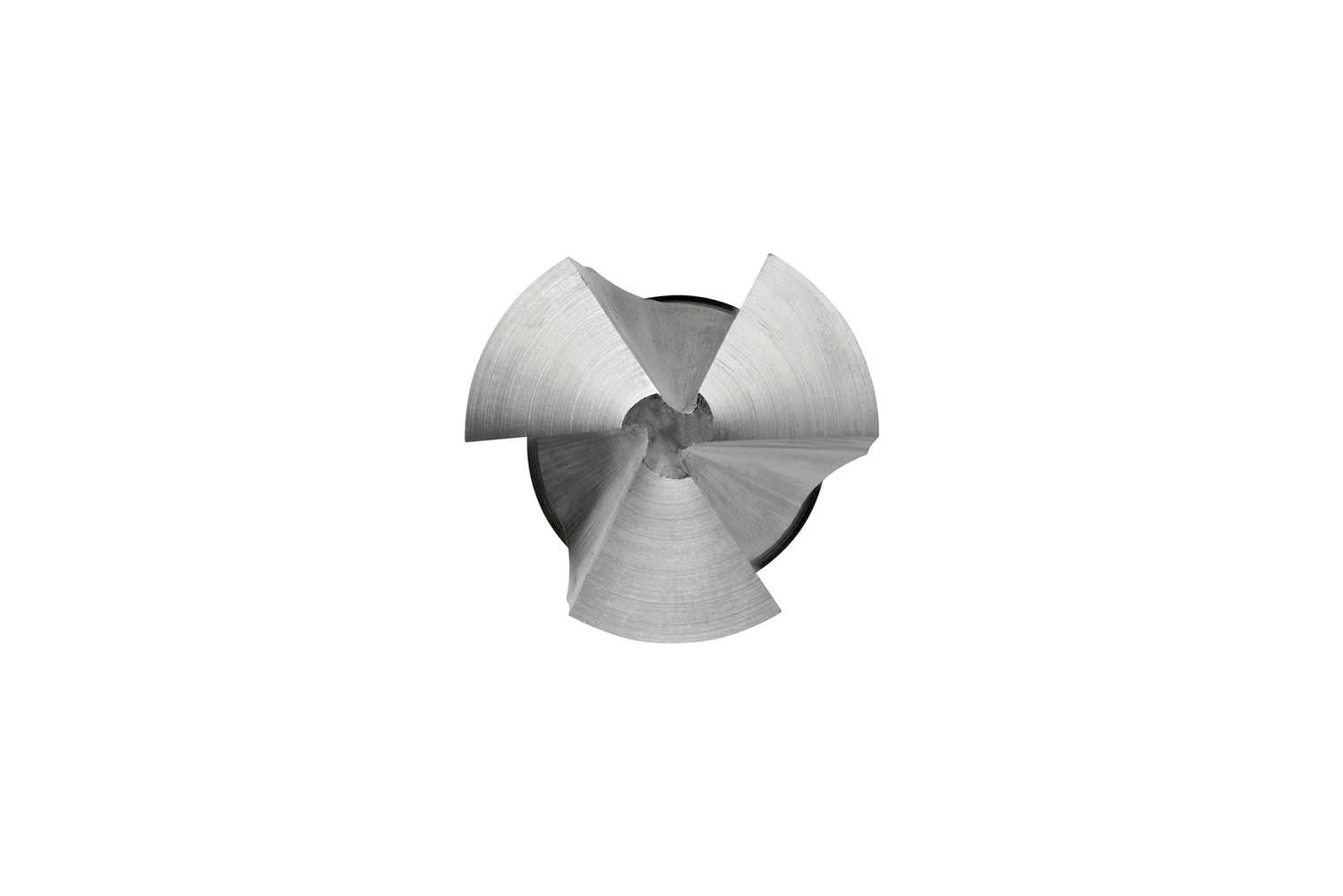
Avellanador con 3-canales, ángulo de chaflan a 90°, diámetro máximo 31.00mm con una longitud total de 71mm y una longitud de cabeza de 18.5mm y mango cilíndrico de 12mm, según Norma DIN 335 C para producir un asiento cónico para tornillos de cabeza avellanada métrica ISO con un diámetro mínimo de agujero de 4.20mm, HSS con acabado brillante para mecanizado de acero al carbono, aleaciones de acero, cobre o aleaciones de cobre.
Característica del Producto
Acero rápido
DIN 335 C - Normas sobre avellanadores con mango recto
Giro/corte a la derecha
Avellanador de 90°
Mango cilíndrico/mango recto
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760108642 |
| Número de Producto Int. | 86018180 |
| Código de pedido ANSI | G13631.0 |
| Peso bruto - gramo | 116.8 |
| Diámetro del segundo paso de corte - milímetros (DC_2) | 31 mm |
| Diámetro del primer paso de corte - milímetros (DC_1) | 4.2 mm |
| Longitud del canal de virutas - milímetros (LCF) | 18.5 mm |
| Longitud total - milímetros (OAL) | 71 mm |
| Diámetro de conexión - milímetros (DCON MS) | 12 mm |
| Número de desahogos (NOF) | 3 |
| ISO | G13631.0 |
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Primera Opción | 23 m/min | 0.25 mm/rev |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Primera Opción | 26 m/min | 0.25 mm/rev |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Primera Opción | 27 m/min | 0.25 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Primera Opción | 20 m/min | 0.25 mm/rev |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Primera Opción | 18 m/min | 0.2 mm/rev |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Opción Alternativa | 16 m/min | 0.14 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Primera Opción | 16 m/min | 0.2 mm/rev |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Primera Opción | 13 m/min | 0.2 mm/rev |
| P3.3 - Acero aleado con una dureza de 260 - 360HB | Opción Alternativa | 11 m/min | 0.14 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Primera Opción | 10 m/min | 0.2 mm/rev |
| P4.2 - Acero de herramientas con un dureza de 26 - 39RC | Opción Alternativa | 8 m/min | 0.14 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M1.1 - Acero inoxidable ferrítico con una dureza de < 160HB | Opción Alternativa | 8 m/min | 0.16 mm/rev |
| M1.2 - Acero inoxidable ferrítico con una dureza de 160 - 220HB | Opción Alternativa | 6 m/min | 0.16 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M2.1 - Acero inoxidable martensítico con una dureza de < 200HB | Opción Alternativa | 7 m/min | 0.16 mm/rev |
| M2.2 - Acero inoxidable martensítico con una dureza de 200 - 280HB | Opción Alternativa | 6 m/min | 0.16 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K1.1 - Fundición gris, ferrítica o ferrítica-perlítica con una dureza de < 180HB | Opción Alternativa | 20 m/min | 0.26 mm/rev |
| K1.2 - Fundición gris, ferrítica-perlítica o perlítia con una dureza de 180 - 240HB | Opción Alternativa | 15 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K2.1 - Fundición maleable, ferrítica con una dureza de < 160HB | Opción Alternativa | 21 m/min | 0.16 mm/rev |
| K2.2 - Fundición maleable, ferrítica o perlítica con una dureza de 160 - 200HB | Opción Alternativa | 17 m/min | 0.16 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K3.1 - Fundición Dúctil (nodular/esferiodal), ferrítica con una dureza de < 180HB | Opción Alternativa | 18 m/min | 0.16 mm/rev |
| K3.2 - Fundición Dúctil (nodular/esferiodal), ferrítica o perlítica con una dureza de 180 - 220HB | Opción Alternativa | 14 m/min | 0.16 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, grafito compactado con una dureza de < 180HB | Opción Alternativa | 19 m/min | 0.16 mm/rev |
| K5.2 - Vermicular, grafito compactado con una dureza de 180 - 220HB | Opción Alternativa | 15 m/min | 0.16 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Opción Alternativa | 40 m/min | 0.28 mm/rev |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Primera Opción | 30 m/min | 0.28 mm/rev |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Opción Alternativa | 20 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Primera Opción | 20 m/min | 0.26 mm/rev |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Opción Alternativa | 18 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N3.1 - Aleaciones decobre de fácil mecanización con excelente maquinabilidad. | Primera Opción | 21 m/min | 0.26 mm/rev |
| N3.2 - Aleaciones de cobre de viruta corta con maquinabilidad moderada | Primera Opción | 12 m/min | 0.26 mm/rev |
| N3.3 - Cobre electrolítico y aleaciones de cobre de viruta larga con baja maquinabilidad | Opción Alternativa | 6 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N4.1 - Polímeros termoplásticos | Opción Alternativa | 40 m/min | 0.28 mm/rev |
| N4.2 - Polímeros termoendurecibles | Opción Alternativa | 35 m/min | 0.28 mm/rev |