Brillante (sin recubrimiento)


EX10M12X1.5
MF Machos de máquina Estrías helicoidales a 45°
Número de pedido: 5973618
Macho helicoidal con chaflán forma C, con entrada de 2-3xP, para Rosca Métrica Fina ISO M12 con 1.50 mm de paso y tolerancia 6H, dimensiones según norma DIN 374 con mango de 9.0mm y cuadradillo de arrastre de 7.0mm, HSS-E pulvimetalúrgico con acabado brillante y 45°, 2.5xD, àngulo de hélice de para roscado de agujeros ciegos en acero de fácil mecanizado y acero al carbono, y aluminio forjado o aluminio fundido ,
Característica del Producto
Forma de rosca, rosca métrica paso fino
DIN 374 – Norma sobre roscas MF
Tolerancia del diámetro del paso de rosca DIN (diámetro del paso básico alto)
Aplicación en agujeros ciegos
Relación entre profundidad de la herramienta y diámetro útil 2,5xD
Herramienta de acero rápido pulvimetalúrgico
Chaflán del macho de roscar de semiacabado (paso: 2 – 3)
Geometría de canales helicoidales
Ángulo de la hélice de 45° (canal)
Giro/corte a la derecha
Detalle del Producto
Descripción | Valor |
|---|---|
| Código de pedido ISO | EX10M12X1.5 |
| Número de Producto Int. | 86017627 |
| Número EAN | 7320760149768 |
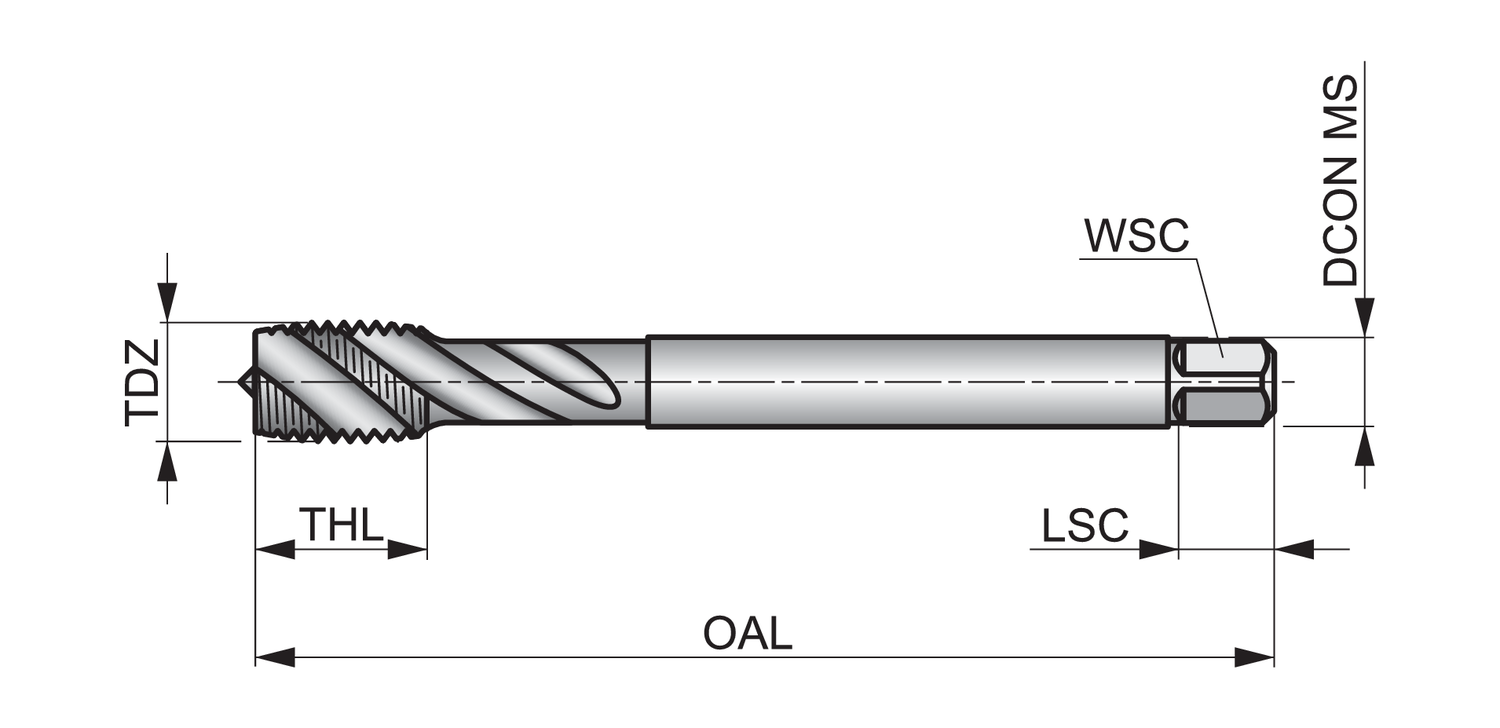
| Tamaño del diámetro de rosca (TDZ) | 12 |
| Paso de rosca - milímetros (TP) | 1.5 mm |
| Longitud total - milímetros (OAL) | 100 mm |
| Longitud total - pulgadas (OAL) | 3.937 inch |
| Longitud de roscado - milímetros (THL) | 15 mm |
| Longitud de roscado - pulgadas (THL) | 0.5906 inch |
| Diámetro de conexión - pulgadas (DCON MS) | 0.3543 inch |
| Diámetro de conexión - milímetros (DCON MS) | 9 mm |
| Número de desahogos (NOF) | 3 |
| Límite de la tolerancia | D6 |
| Ancho de fijación - pulgadas (WSC) | 0.2756 inch |
| Ancho de fijación - milímetros (WSC) | 7 mm |
| Longitud de sujeción - pulgadas (LSC) | 0.3937 inch |
| Longitud de sujeción - milímetros (LSC) | 10 mm |
| Diámetro del agujero premecanizado - pulgadas (PHD) | 0.4134 inch |
| Diámetro del agujero premecanizado - milímetros (PHD) | 10.5 mm |
| Peso bruto - gramo | 51.4 |
| ISO | EX10M12X1.5 |
| Código de pedido ANSI | EX10M12X1.5 |
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Primera Opción | 21 m/min | |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Primera Opción | 23 m/min | |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Primera Opción | 24 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Primera Opción | 17 m/min | |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Primera Opción | 15 m/min | |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Opción Alternativa | 13 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Primera Opción | 12 m/min | |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Opción Alternativa | 9 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Opción Alternativa | 7 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Primera Opción | 13 m/min | |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Primera Opción | 9 m/min | |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Primera Opción | 6 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Primera Opción | 27 m/min | |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Primera Opción | 24 m/min | |
| N2.3 - Fundición de aluminio con una dureza de 90 < 140HB | Primera Opción | 17 m/min |