Recubrimiento de nitruro de aluminio y titanio


R4588.0
Broca corta Force X 3×D
Número de pedido: 5980400
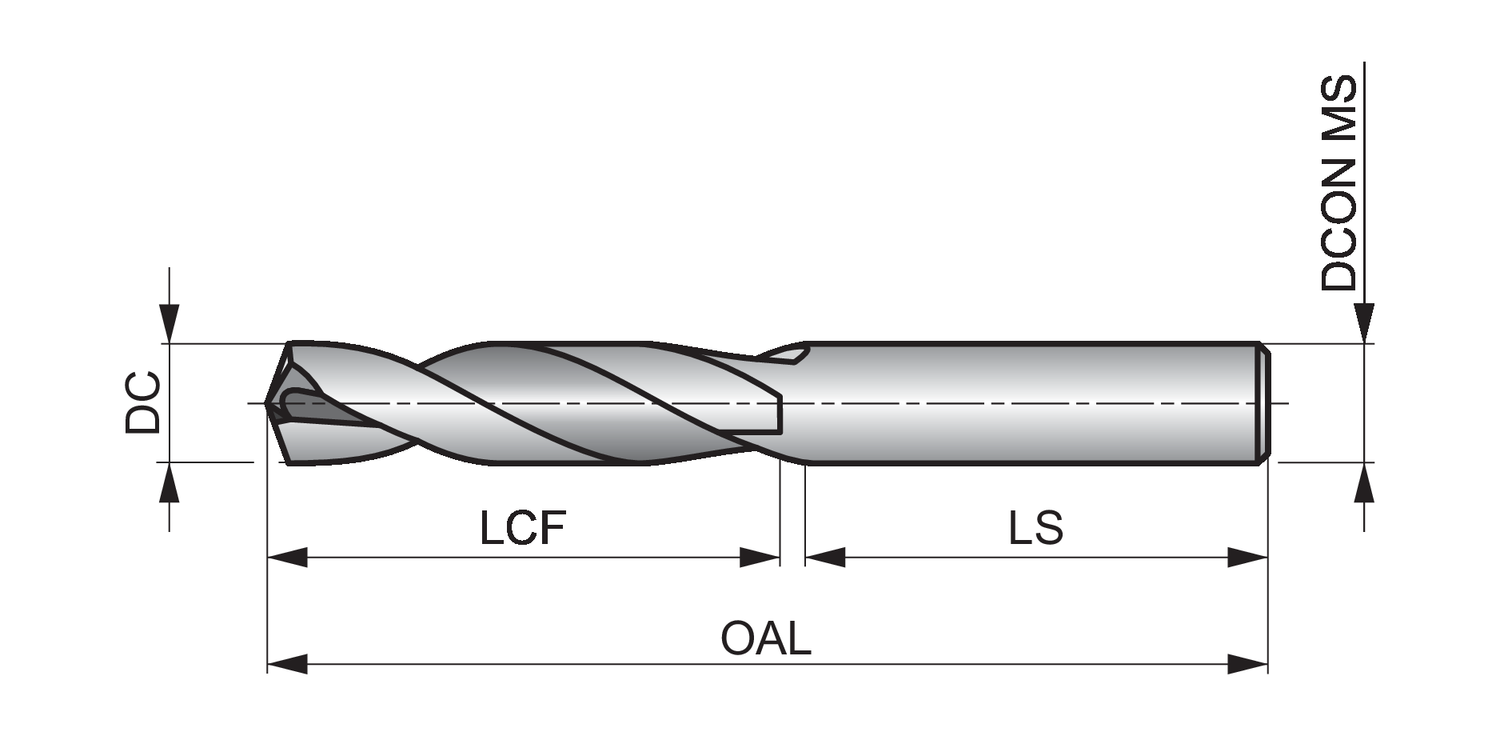
Broca alto rendimiento FORCE X con mango cilíndrico NC DIN 6535HA, diámetro 8mm con longitud total de 79mm y longitud de filo de 41mm según norma DIN 6537 K con punta dividida modificada de 4 facetas 140°, metal duro con recubrimiento TiAlN y alma paralela continuamente adelgazada 3xD para taladrado sin picado en acero, acero inoxidable, fundición, materiales no férreos y materiales endurecidos
Característica del Producto
Material duro
DIN 6537 K
Relación entre profundidad de la herramienta y diámetro útil 3xD
Punta de la broca 140°
DIN 6535 HA mango cilíndrico
Diseno con alma continuamente adelgazada
m7 - Clase de tolerancia de la herramienta estándar en la industria (en función del margen de diámetros)
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760615508 |
| Número de Producto Int. | 86019680 |
| Código de pedido ANSI | R4588.0 |
| Línea de Producto | FORCE X |
| Peso bruto - gramo | 49.6 |
| Diámetro de corte - milímetros (DC) | 8 mm |
| Diámetro de corte - pulgadas (DC) | 0.315 inch |
| Longitud del canal de virutas - milímetros (LCF) | 41 mm |
| Longitud total - milímetros (OAL) | 79 mm |
| Longitud del mango - milímetros (LS) | 36 mm |
| Diámetro de conexión - milímetros (DCON MS) | 8 mm |
| Longitud del canal de virutas - pulgadas (LCF) | 1.6142 inch |
| ISO | R4588.0 |
Características & Ventajas
- Los canales de refrigeración a través de la herramienta proporcionan un suministro efectivo de refrigerante, reducen la temperatura en la zona de corte y ayudan a la evacuación de la viruta, al aumentar la vida útil de la herramienta con datos de corte acelerados
- El recubrimiento de nitruro de aluminio y titanio aumenta la dureza de la superficie y la resistencia al desgaste a temperaturas más altas para mejorar la vida útil de la herramienta con datos de corte acelerados
- El metal duro de microgranos proporciona una dureza extrema y resistencia al desgaste, lo que aumenta la vida útil de la herramienta al mecanizar materiales difíciles
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Primera Opción | 143 m/min | 0.26 mm/rev |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Primera Opción | 160 m/min | 0.26 mm/rev |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Primera Opción | 166 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Primera Opción | 122 m/min | 0.26 mm/rev |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Primera Opción | 108 m/min | 0.26 mm/rev |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Primera Opción | 95 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Primera Opción | 106 m/min | 0.2 mm/rev |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Primera Opción | 86 m/min | 0.2 mm/rev |
| P3.3 - Acero aleado con una dureza de 260 - 360HB | Primera Opción | 72 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Primera Opción | 63 m/min | 0.2 mm/rev |
| P4.2 - Acero de herramientas con un dureza de 26 - 39RC | Primera Opción | 54 m/min | 0.2 mm/rev |
| P4.3 - Acero de herramientas con un dureza de 39 - 45HRC | Primera Opción | 44 m/min | 0.14 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M1.1 - Acero inoxidable ferrítico con una dureza de < 160HB | Opción Alternativa | 60 m/min | 0.14 mm/rev |
| M1.2 - Acero inoxidable ferrítico con una dureza de 160 - 220HB | Opción Alternativa | 51 m/min | 0.14 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M2.1 - Acero inoxidable martensítico con una dureza de < 200HB | Opción Alternativa | 54 m/min | 0.14 mm/rev |
| M2.2 - Acero inoxidable martensítico con una dureza de 200 - 280HB | Opción Alternativa | 44 m/min | 0.14 mm/rev |
| M2.3 - Acero inoxidable martensítico con una dureza de280 - 380HB | Opción Alternativa | 37 m/min | 0.09 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M3.1 - Acero inoxidable austenítico con una dureza de < 200HB | Opción Alternativa | 33 m/min | 0.09 mm/rev |
| M3.2 - Acero inoxidable austenítico con una dureza de 200 - 260HB | Opción Alternativa | 28 m/min | 0.09 mm/rev |
| M3.3 - Acero inoxidable austenítico con una dureza de 260 - 300HB | Opción Alternativa | 26 m/min | 0.09 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M4.1 - Acero inoxidable austenítico-ferrítico o super-austenítico con una dureza de < 300HB | Opción Alternativa | 24 m/min | 0.09 mm/rev |
| M4.2 - Acero inoxidable austenítico endurecido por precipitación con una dureza de 300 - 380HB | Opción Alternativa | 21 m/min | 0.09 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K1.1 - Fundición gris, ferrítica o ferrítica-perlítica con una dureza de < 180HB | Primera Opción | 88 m/min | 0.26 mm/rev |
| K1.2 - Fundición gris, ferrítica-perlítica o perlítia con una dureza de 180 - 240HB | Primera Opción | 65 m/min | 0.26 mm/rev |
| K1.3 - Fundición gris, perlítica con una dureza de 240 - 280HB | Primera Opción | 49 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K2.1 - Fundición maleable, ferrítica con una dureza de < 160HB | Primera Opción | 78 m/min | 0.2 mm/rev |
| K2.2 - Fundición maleable, ferrítica o perlítica con una dureza de 160 - 200HB | Primera Opción | 64 m/min | 0.2 mm/rev |
| K2.3 - Fundición maleable, perlítica con una dureza de 200 - 240HB | Primera Opción | 51 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K3.1 - Fundición Dúctil (nodular/esferiodal), ferrítica con una dureza de < 180HB | Primera Opción | 70 m/min | 0.2 mm/rev |
| K3.2 - Fundición Dúctil (nodular/esferiodal), ferrítica o perlítica con una dureza de 180 - 220HB | Primera Opción | 54 m/min | 0.2 mm/rev |
| K3.3 - Fundición Dúctil (nodular/esferiodal), perlítica con una dureza de 220 - 260HB | Primera Opción | 43 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K4.1 - Fundición austenítica con una dureza de < 180HB | Primera Opción | 65 m/min | 0.2 mm/rev |
| K4.2 - Fundición austenítica con una dureza de 180 - 240HB | Primera Opción | 49 m/min | 0.2 mm/rev |
| K4.3 - Fundición dúctil austemperada con una dureza de 240 - 280HB | Primera Opción | 36 m/min | 0.2 mm/rev |
| K4.4 - Fundición dúctil austemperada con una dureza de 280 - 320HB | Primera Opción | 30 m/min | 0.2 mm/rev |
| K4.5 - Fundición dúctil austemperada con una dureza de 320 - 360HB | Primera Opción | 26 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, grafito compactado con una dureza de < 180HB | Primera Opción | 73 m/min | 0.2 mm/rev |
| K5.2 - Vermicular, grafito compactado con una dureza de 180 - 220HB | Primera Opción | 55 m/min | 0.2 mm/rev |
| K5.3 - Vermicular, grafito compactado con una dureza de 220 - 260HB | Primera Opción | 42 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Primera Opción | 200 m/min | 0.26 mm/rev |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Primera Opción | 150 m/min | 0.26 mm/rev |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Primera Opción | 100 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Primera Opción | 246 m/min | 0.2 mm/rev |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Primera Opción | 222 m/min | 0.2 mm/rev |
| N2.3 - Fundición de aluminio con una dureza de 90 < 140HB | Primera Opción | 160 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N3.1 - Aleaciones decobre de fácil mecanización con excelente maquinabilidad. | Primera Opción | 298 m/min | 0.2 mm/rev |
| N3.2 - Aleaciones de cobre de viruta corta con maquinabilidad moderada | Primera Opción | 176 m/min | 0.2 mm/rev |
| N3.3 - Cobre electrolítico y aleaciones de cobre de viruta larga con baja maquinabilidad | Primera Opción | 88 m/min | 0.2 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S1.1 - Titanio o aleaciones de titanio, con una dureza de <200HB | Opción Alternativa | 44 m/min | 0.14 mm/rev |
| S1.2 - Aleaciones de titanio, con una dureza de 200 - 280HB | Opción Alternativa | 36 m/min | 0.14 mm/rev |
| S1.3 - Aleaciones de titanio, con una dureza de 280 - 360HB | Opción Alternativa | 32 m/min | 0.09 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| H1.1 - Fundición en frío con una dureza de <440HB | Primera Opción | 45 m/min | 0.14 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| H2.1 - Fundiciones templadas con una dureza de <55HRC | Opción Alternativa | 26 m/min | 0.14 mm/rev |
| H2.2 - Fundiciones templadas con una dureza de >55HRC | Opción Alternativa | 24 m/min | 0.14 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| H3.1 - Aceros templados con una dureza de <51HRC | Opción Alternativa | 30 m/min | 0.14 mm/rev |
| H3.2 - Aceros templados con una dureza de 51 - 55HRC | Opción Alternativa | 24 m/min | 0.14 mm/rev |