Brillante (sin recubrimiento)


B18010.0
Escariador para portas de alta precision
Número de pedido: 5986617
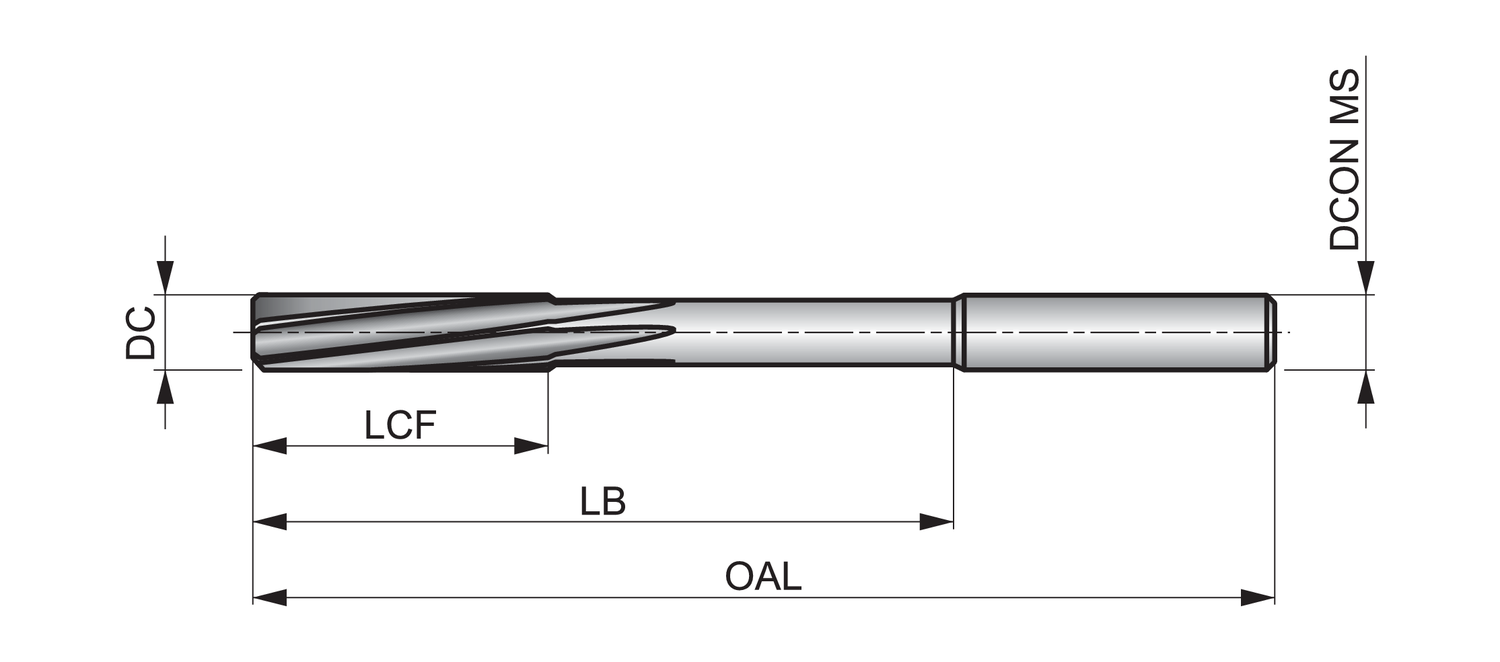
Escariador de máquina con cuchillas de hélice lenta a izquierda y mango cilíndrico con espiga, diámetro 10.00mm con una longitud total de 133mm, longitud de cuchilla de 38mm y 87mm alcance del alivio del cuello, según norma DIN 212 . para escariar agujeros precisos con H7 tolerancia, HSS-E con base cobalto con acabado brillante para mecanizado de acero al carbono, aleaciones de acero, fundición gris, fundición maleable, aluminio forjado, aluminio fundido, cobre o aleaciones de cobre.
Característica del Producto
Acero rápido al Cobalto
DIN 212 - Normas sobre escariadores de máquina
Giro/corte a la derecha
DIN 6535 HA mango cilíndrico
DIN Forma B - Canal helicoidal ≤ Ø 3,5 mm
H7 - Clase de tolerancia de agujero estándar en la industria (en función del margen de diámetros)
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760420218 |
| Número de Producto Int. | 86012845 |
| Código de pedido ANSI | B18010.0 |
| Peso bruto - gramo | 69 |
| Diámetro de corte - milímetros (DC) | 10 mm |
| Longitud total - milímetros (OAL) | 133 mm |
| Longitud del canal de virutas - milímetros (LCF) | 38 mm |
| Longitud del cuerpo - milímetros (LB) | 87 mm |
| Número de desahogos (NOF) | 6 |
| Diámetro de conexión - milímetros (DCON MS) | 10 mm |
| Tolerancia del diámetro de conexión, Lado de la máquina (TCDCONMS) | h6 |
| ISO | B18010.0 |
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Primera Opción | 21 m/min | 0.26 mm/rev |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Primera Opción | 24 m/min | 0.26 mm/rev |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Primera Opción | 25 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Primera Opción | 18 m/min | 0.26 mm/rev |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Primera Opción | 16 m/min | 0.26 mm/rev |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Opción Alternativa | 14 m/min | 0.21 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Primera Opción | 13 m/min | 0.21 mm/rev |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Primera Opción | 11 m/min | 0.21 mm/rev |
| P3.3 - Acero aleado con una dureza de 260 - 360HB | Opción Alternativa | 9 m/min | 0.21 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Primera Opción | 8 m/min | 0.21 mm/rev |
| P4.2 - Acero de herramientas con un dureza de 26 - 39RC | Opción Alternativa | 7 m/min | 0.21 mm/rev |
| P4.3 - Acero de herramientas con un dureza de 39 - 45HRC | Opción Alternativa | 5 m/min | 0.17 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M1.1 - Acero inoxidable ferrítico con una dureza de < 160HB | Opción Alternativa | 11 m/min | 0.26 mm/rev |
| M1.2 - Acero inoxidable ferrítico con una dureza de 160 - 220HB | Opción Alternativa | 10 m/min | 0.21 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M2.1 - Acero inoxidable martensítico con una dureza de < 200HB | Opción Alternativa | 9 m/min | 0.21 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K1.1 - Fundición gris, ferrítica o ferrítica-perlítica con una dureza de < 180HB | Primera Opción | 16 m/min | 0.39 mm/rev |
| K1.2 - Fundición gris, ferrítica-perlítica o perlítia con una dureza de 180 - 240HB | Primera Opción | 12 m/min | 0.32 mm/rev |
| K1.3 - Fundición gris, perlítica con una dureza de 240 - 280HB | Opción Alternativa | 9 m/min | 0.32 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K2.1 - Fundición maleable, ferrítica con una dureza de < 160HB | Primera Opción | 16 m/min | 0.26 mm/rev |
| K2.2 - Fundición maleable, ferrítica o perlítica con una dureza de 160 - 200HB | Primera Opción | 13 m/min | 0.26 mm/rev |
| K2.3 - Fundición maleable, perlítica con una dureza de 200 - 240HB | Opción Alternativa | 10 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K3.1 - Fundición Dúctil (nodular/esferiodal), ferrítica con una dureza de < 180HB | Primera Opción | 14 m/min | 0.26 mm/rev |
| K3.2 - Fundición Dúctil (nodular/esferiodal), ferrítica o perlítica con una dureza de 180 - 220HB | Opción Alternativa | 11 m/min | 0.26 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Opción Alternativa | 24 m/min | 0.5 mm/rev |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Primera Opción | 18 m/min | 0.5 mm/rev |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Primera Opción | 11 m/min | 0.5 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Opción Alternativa | 27 m/min | 0.39 mm/rev |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Primera Opción | 24 m/min | 0.39 mm/rev |
| N2.3 - Fundición de aluminio con una dureza de 90 < 140HB | Primera Opción | 16 m/min | 0.39 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N3.1 - Aleaciones decobre de fácil mecanización con excelente maquinabilidad. | Primera Opción | 47 m/min | 0.32 mm/rev |
| N3.2 - Aleaciones de cobre de viruta corta con maquinabilidad moderada | Primera Opción | 28 m/min | 0.39 mm/rev |
| N3.3 - Cobre electrolítico y aleaciones de cobre de viruta larga con baja maquinabilidad | Opción Alternativa | 14 m/min | 0.32 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N4.1 - Polímeros termoplásticos | Opción Alternativa | 30 m/min | 0.21 mm/rev |