Recubrimiento de nitruro de aluminio y cromo

S7174.0
Fresas de acabado
Número de pedido: 6706700
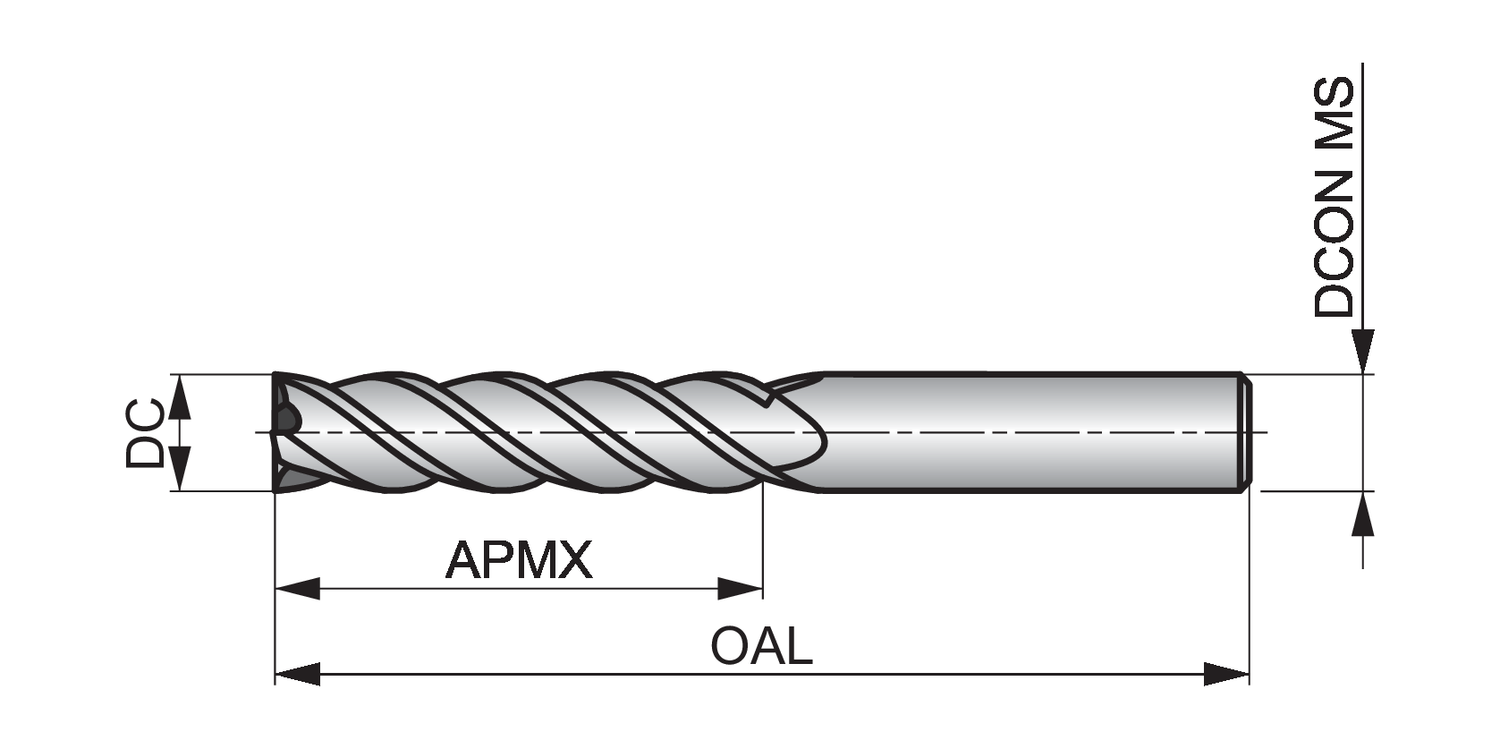
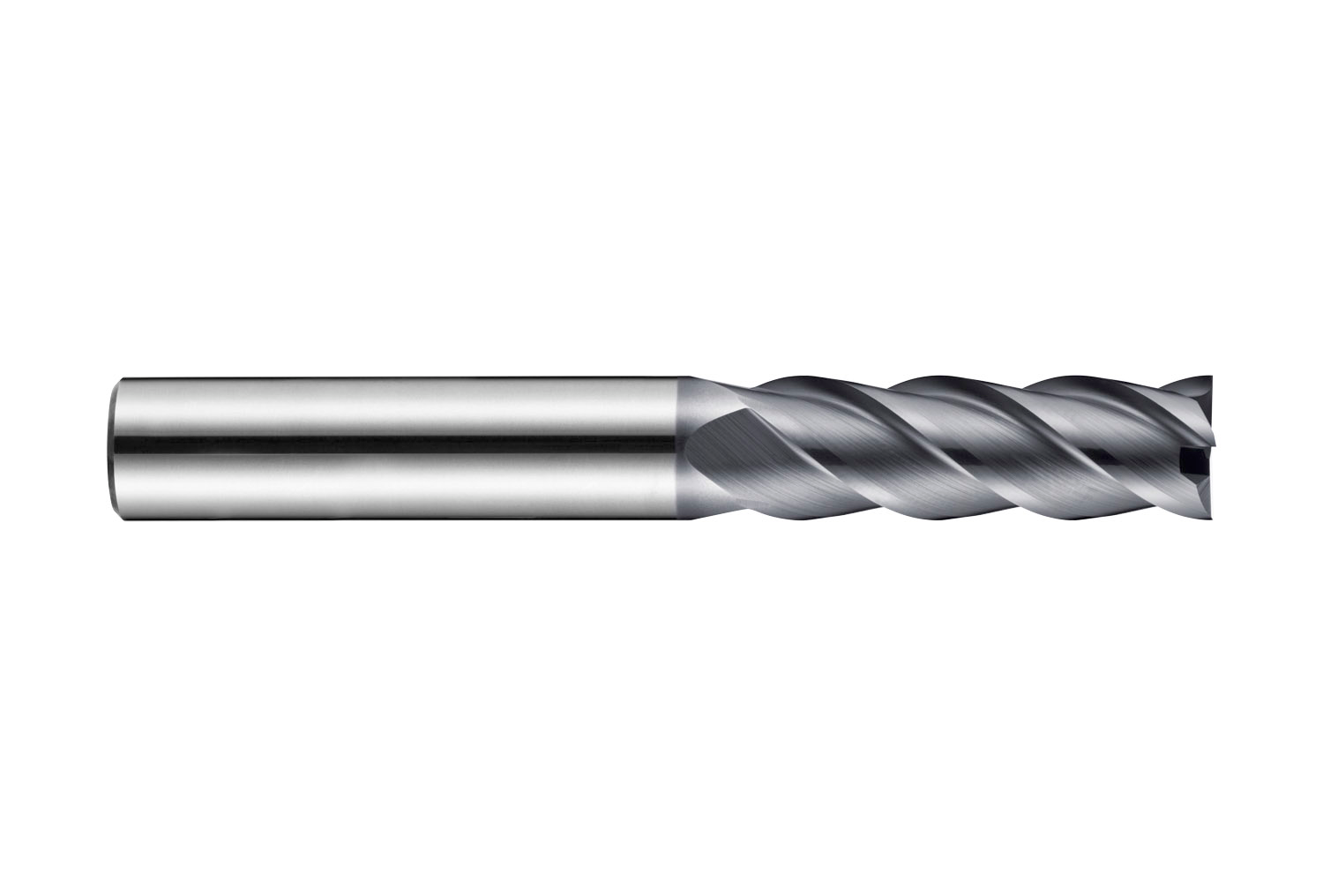
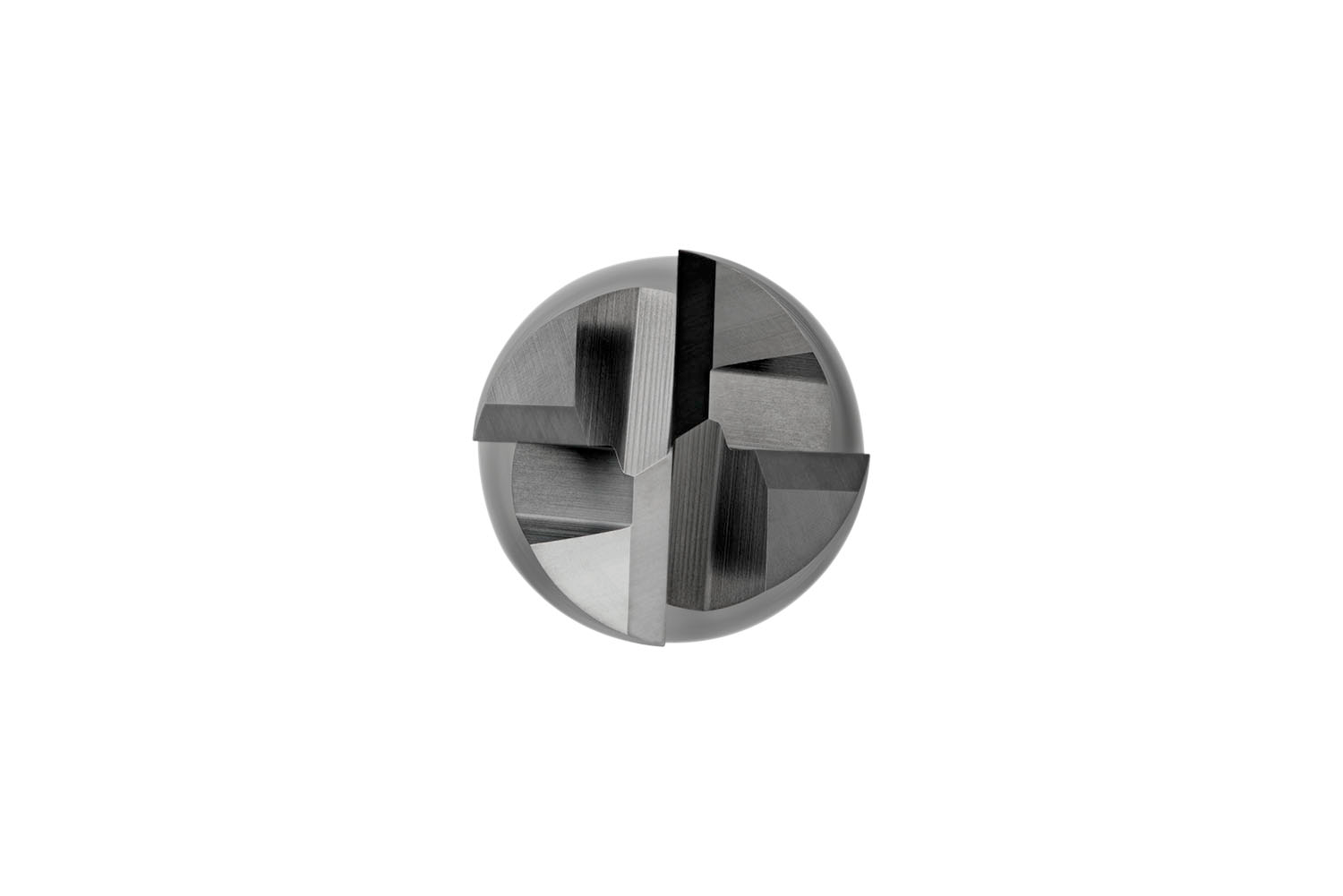
Fresa serie larga con 4 canales, diámetro 4mm con longitud de corte 19mm y longitud total 60mm, según norma DORMER con mango cilíndrico 4mm, con metal duro en recubrimiento AlCrN, hélice 40° y ángulo de desprendimiento en 10° para fresado en escuadra en acero y acero fundido, acero inoxidable ferrítico, acero inoxidable martensítico y acero inoxidable austenítico,, fundición y aleaciones termorresistentes
Característica del Producto
Material duro
Fresa de uso general para materiales de baja a alta resistencia
Longitud de corte, larga
Ángulo de la hélice de 40° (canal)
DIN 6535 HA mango cilíndrico
h9 – Tolerancia en base al diámetro
Radial, diagonal, axial
Normas Dormer
Número de canales = 4 (dientes)
Operación del producto
Escuadrado poco profundo - Opción Alternativa
Escuadrado profundo - Primera Opción
Fresado axial (plunge) - Opción Alternativa
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760682494 |
| Número de Producto Int. | 86021837 |
| Código de pedido ANSI | S7174.0 |
| Peso bruto - gramo | 12.7 |
| Diámetro de corte - milímetros (DC) | 4 mm |
| Diámetro de conexión - milímetros (DCON MS) | 4 mm |
| Profundidad de corte máxima - milímetros (APMX) | 19 mm |
| Longitud total - milímetros (OAL) | 60 mm |
| Número de desahogos (NOF) | 4 |
| Ángulo de incidencia radial (GAMF) | 10 |
| ISO | S7174.0 |
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Primera Opción | 140 m/min | 0.024 mm/rev |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Primera Opción | 157 m/min | 0.024 mm/rev |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Primera Opción | 162 m/min | 0.024 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Primera Opción | 120 m/min | 0.024 mm/rev |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Primera Opción | 106 m/min | 0.024 mm/rev |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Primera Opción | 94 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Primera Opción | 97 m/min | 0.024 mm/rev |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Primera Opción | 78 m/min | 0.019 mm/rev |
| P3.3 - Acero aleado con una dureza de 260 - 360HB | Primera Opción | 66 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Primera Opción | 58 m/min | 0.019 mm/rev |
| P4.2 - Acero de herramientas con un dureza de 26 - 39RC | Primera Opción | 49 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M1.1 - Acero inoxidable ferrítico con una dureza de < 160HB | Primera Opción | 81 m/min | 0.024 mm/rev |
| M1.2 - Acero inoxidable ferrítico con una dureza de 160 - 220HB | Primera Opción | 68 m/min | 0.024 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M2.1 - Acero inoxidable martensítico con una dureza de < 200HB | Primera Opción | 71 m/min | 0.024 mm/rev |
| M2.2 - Acero inoxidable martensítico con una dureza de 200 - 280HB | Primera Opción | 59 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M3.1 - Acero inoxidable austenítico con una dureza de < 200HB | Primera Opción | 66 m/min | 0.019 mm/rev |
| M3.2 - Acero inoxidable austenítico con una dureza de 200 - 260HB | Primera Opción | 57 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K1.1 - Fundición gris, ferrítica o ferrítica-perlítica con una dureza de < 180HB | Primera Opción | 138 m/min | 0.024 mm/rev |
| K1.2 - Fundición gris, ferrítica-perlítica o perlítia con una dureza de 180 - 240HB | Primera Opción | 102 m/min | 0.024 mm/rev |
| K1.3 - Fundición gris, perlítica con una dureza de 240 - 280HB | Primera Opción | 77 m/min | 0.024 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K2.1 - Fundición maleable, ferrítica con una dureza de < 160HB | Primera Opción | 142 m/min | 0.024 mm/rev |
| K2.2 - Fundición maleable, ferrítica o perlítica con una dureza de 160 - 200HB | Primera Opción | 115 m/min | 0.024 mm/rev |
| K2.3 - Fundición maleable, perlítica con una dureza de 200 - 240HB | Primera Opción | 92 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K3.1 - Fundición Dúctil (nodular/esferiodal), ferrítica con una dureza de < 180HB | Primera Opción | 125 m/min | 0.024 mm/rev |
| K3.2 - Fundición Dúctil (nodular/esferiodal), ferrítica o perlítica con una dureza de 180 - 220HB | Primera Opción | 96 m/min | 0.024 mm/rev |
| K3.3 - Fundición Dúctil (nodular/esferiodal), perlítica con una dureza de 220 - 260HB | Primera Opción | 78 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K4.1 - Fundición austenítica con una dureza de < 180HB | Primera Opción | 116 m/min | 0.019 mm/rev |
| K4.2 - Fundición austenítica con una dureza de 180 - 240HB | Primera Opción | 88 m/min | 0.019 mm/rev |
| K4.3 - Fundición dúctil austemperada con una dureza de 240 - 280HB | Primera Opción | 64 m/min | 0.019 mm/rev |
| K4.4 - Fundición dúctil austemperada con una dureza de 280 - 320HB | Primera Opción | 55 m/min | 0.017 mm/rev |
| K4.5 - Fundición dúctil austemperada con una dureza de 320 - 360HB | Primera Opción | 46 m/min | 0.017 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, grafito compactado con una dureza de < 180HB | Primera Opción | 132 m/min | 0.019 mm/rev |
| K5.2 - Vermicular, grafito compactado con una dureza de 180 - 220HB | Primera Opción | 99 m/min | 0.019 mm/rev |
| K5.3 - Vermicular, grafito compactado con una dureza de 220 - 260HB | Primera Opción | 77 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Opción Alternativa | 249 m/min | 0.035 mm/rev |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Opción Alternativa | 187 m/min | 0.035 mm/rev |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Opción Alternativa | 125 m/min | 0.035 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Opción Alternativa | 125 m/min | 0.024 mm/rev |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Opción Alternativa | 112 m/min | 0.024 mm/rev |
| N2.3 - Fundición de aluminio con una dureza de 90 < 140HB | Opción Alternativa | 81 m/min | 0.024 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N3.1 - Aleaciones decobre de fácil mecanización con excelente maquinabilidad. | Opción Alternativa | 131 m/min | 0.024 mm/rev |
| N3.2 - Aleaciones de cobre de viruta corta con maquinabilidad moderada | Opción Alternativa | 76 m/min | 0.024 mm/rev |
| N3.3 - Cobre electrolítico y aleaciones de cobre de viruta larga con baja maquinabilidad | Opción Alternativa | 39 m/min | 0.024 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S1.2 - Aleaciones de titanio, con una dureza de 200 - 280HB | Primera Opción | 49 m/min | 0.019 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S2.1 - Aleaciones termorresistentes con base Fe con una dureza de <200HB | Primera Opción | 37 m/min | 0.017 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S3.1 - Aleaciones termorresistentes con base Ni con una dureza de <280HB | Primera Opción | 28 m/min | 0.017 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S4.1 - Aleaciones termorresistentes con base Co con una dureza de <240HB | Primera Opción | 22 m/min | 0.017 mm/rev |