Tratamiento superficial templado al vapor (oxidación por vapor)

TS52CON11
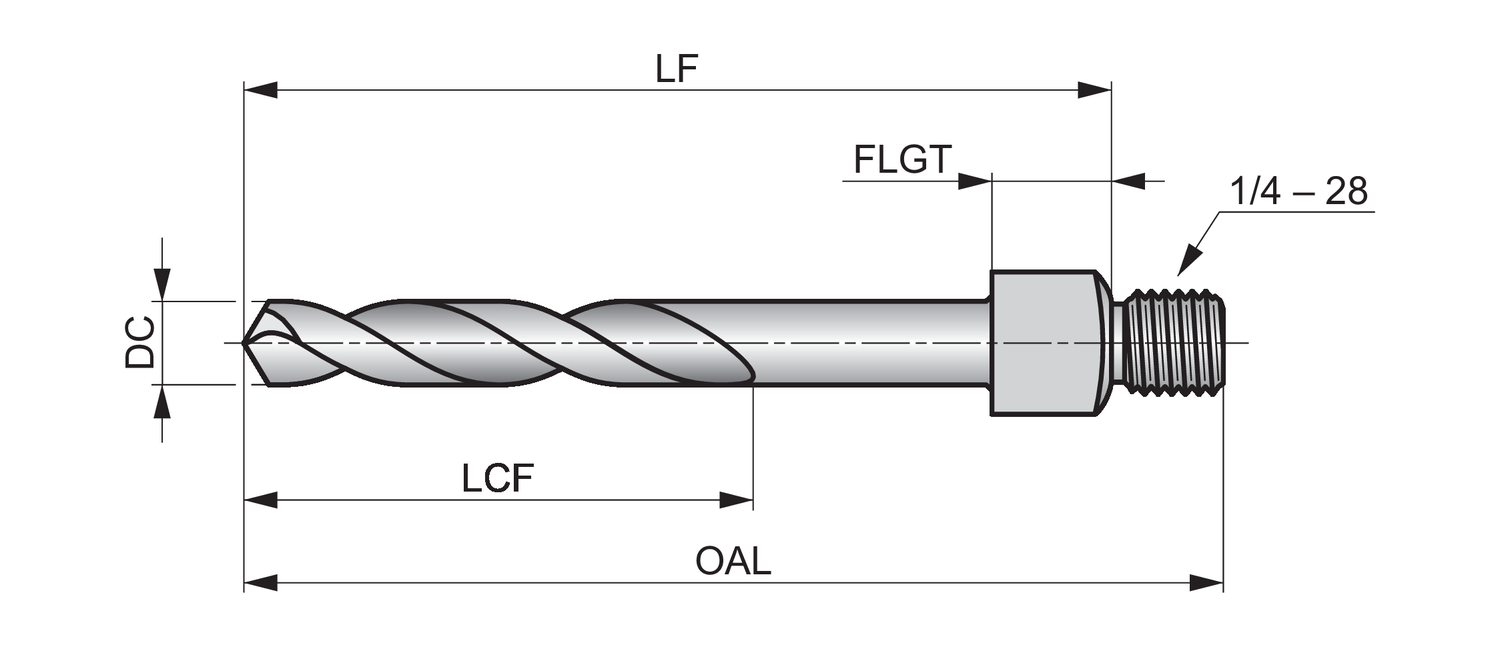
TS52CO Threaded Square Shank Drill
Número de pedido: 7878269
Long threaded shank adapter drill, diameter 0.1910" (N11) with an overall length of 2-1/8" and flute length of 1-1/8" according to NAS 965 TYPE D standard with 135° point angle, cobalt based HSS-E with steam tempered finish for super-alloy
Característica del Producto
Acero rápido al Cobalto
NAS 965 TYPE D
Punta de la broca 135°
Mango hexagonal con rosca
Diseno de canal helicoidal de evacuacion estandar
Giro/corte a la derecha
Punta de la broca 135°
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760909386 |
| Número de Producto Int. | 86037847 |
| Código de pedido ANSI | TS52CON11 |
| Peso bruto - gramo | 11 |
| Longitud del canal de virutas - pulgadas (LCF) | 1.125 inch |
| Diámetro de corte - milímetros (DC) | 4.85 mm |
| Diámetro de corte (calibre del cable) (DC) | N11 |
| Longitud del canal de virutas - fracción de pulgada (LCF) | 1-1/8 |
| Longitud total - fracción de pulgada (OAL) | 2-1/8 |
| Longitud total - milímetros (OAL) | 53.98 mm |
| ISO | TS52CON11 |
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Opción Alternativa | 36 m/min | 0.128 mm/rev |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Opción Alternativa | 40 m/min | 0.128 mm/rev |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Opción Alternativa | 41 m/min | 0.128 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Opción Alternativa | 31 m/min | 0.128 mm/rev |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Opción Alternativa | 27 m/min | 0.107 mm/rev |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Primera Opción | 24 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Opción Alternativa | 25 m/min | 0.093 mm/rev |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Opción Alternativa | 20 m/min | 0.093 mm/rev |
| P3.3 - Acero aleado con una dureza de 260 - 360HB | Primera Opción | 17 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Opción Alternativa | 15 m/min | 0.093 mm/rev |
| P4.2 - Acero de herramientas con un dureza de 26 - 39RC | Primera Opción | 13 m/min | 0.079 mm/rev |
| P4.3 - Acero de herramientas con un dureza de 39 - 45HRC | Primera Opción | 10 m/min | 0.067 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M1.1 - Acero inoxidable ferrítico con una dureza de < 160HB | Opción Alternativa | 30 m/min | 0.079 mm/rev |
| M1.2 - Acero inoxidable ferrítico con una dureza de 160 - 220HB | Opción Alternativa | 26 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M2.1 - Acero inoxidable martensítico con una dureza de < 200HB | Opción Alternativa | 27 m/min | 0.079 mm/rev |
| M2.2 - Acero inoxidable martensítico con una dureza de 200 - 280HB | Opción Alternativa | 22 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M3.1 - Acero inoxidable austenítico con una dureza de < 200HB | Opción Alternativa | 13 m/min | 0.107 mm/rev |
| M3.2 - Acero inoxidable austenítico con una dureza de 200 - 260HB | Opción Alternativa | 11 m/min | 0.107 mm/rev |
| M3.3 - Acero inoxidable austenítico con una dureza de 260 - 300HB | Opción Alternativa | 10 m/min | 0.055 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| M4.1 - Acero inoxidable austenítico-ferrítico o super-austenítico con una dureza de < 300HB | Opción Alternativa | 15 m/min | 0.055 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K1.1 - Fundición gris, ferrítica o ferrítica-perlítica con una dureza de < 180HB | Opción Alternativa | 35 m/min | 0.128 mm/rev |
| K1.2 - Fundición gris, ferrítica-perlítica o perlítia con una dureza de 180 - 240HB | Opción Alternativa | 26 m/min | 0.067 mm/rev |
| K1.3 - Fundición gris, perlítica con una dureza de 240 - 280HB | Opción Alternativa | 19 m/min | 0.067 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K2.1 - Fundición maleable, ferrítica con una dureza de < 160HB | Opción Alternativa | 27 m/min | 0.079 mm/rev |
| K2.2 - Fundición maleable, ferrítica o perlítica con una dureza de 160 - 200HB | Opción Alternativa | 22 m/min | 0.079 mm/rev |
| K2.3 - Fundición maleable, perlítica con una dureza de 200 - 240HB | Primera Opción | 18 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K3.1 - Fundición Dúctil (nodular/esferiodal), ferrítica con una dureza de < 180HB | Opción Alternativa | 24 m/min | 0.079 mm/rev |
| K3.2 - Fundición Dúctil (nodular/esferiodal), ferrítica o perlítica con una dureza de 180 - 220HB | Opción Alternativa | 18 m/min | 0.079 mm/rev |
| K3.3 - Fundición Dúctil (nodular/esferiodal), perlítica con una dureza de 220 - 260HB | Primera Opción | 15 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K4.1 - Fundición austenítica con una dureza de < 180HB | Opción Alternativa | 22 m/min | 0.079 mm/rev |
| K4.2 - Fundición austenítica con una dureza de 180 - 240HB | Opción Alternativa | 17 m/min | 0.079 mm/rev |
| K4.3 - Fundición dúctil austemperada con una dureza de 240 - 280HB | Primera Opción | 12 m/min | 0.079 mm/rev |
| K4.4 - Fundición dúctil austemperada con una dureza de 280 - 320HB | Primera Opción | 11 m/min | 0.079 mm/rev |
| K4.5 - Fundición dúctil austemperada con una dureza de 320 - 360HB | Primera Opción | 9 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, grafito compactado con una dureza de < 180HB | Opción Alternativa | 25 m/min | 0.079 mm/rev |
| K5.2 - Vermicular, grafito compactado con una dureza de 180 - 220HB | Opción Alternativa | 19 m/min | 0.079 mm/rev |
| K5.3 - Vermicular, grafito compactado con una dureza de 220 - 260HB | Primera Opción | 15 m/min | 0.079 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Opción Alternativa | 33 m/min | 0.167 mm/rev |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Opción Alternativa | 25 m/min | 0.167 mm/rev |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Opción Alternativa | 17 m/min | 0.148 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Opción Alternativa | 46 m/min | 0.128 mm/rev |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Opción Alternativa | 42 m/min | 0.128 mm/rev |
| N2.3 - Fundición de aluminio con una dureza de 90 < 140HB | Opción Alternativa | 30 m/min | 0.128 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| N3.1 - Aleaciones decobre de fácil mecanización con excelente maquinabilidad. | Opción Alternativa | 68 m/min | 0.128 mm/rev |
| N3.2 - Aleaciones de cobre de viruta corta con maquinabilidad moderada | Opción Alternativa | 40 m/min | 0.093 mm/rev |
| N3.3 - Cobre electrolítico y aleaciones de cobre de viruta larga con baja maquinabilidad | Opción Alternativa | 20 m/min | 0.128 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S1.1 - Titanio o aleaciones de titanio, con una dureza de <200HB | Primera Opción | 28 m/min | 0.093 mm/rev |
| S1.2 - Aleaciones de titanio, con una dureza de 200 - 280HB | Primera Opción | 20 m/min | 0.067 mm/rev |
| S1.3 - Aleaciones de titanio, con una dureza de 280 - 360HB | Primera Opción | 11 m/min | 0.055 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S2.1 - Aleaciones termorresistentes con base Fe con una dureza de <200HB | Primera Opción | 9 m/min | 0.079 mm/rev |
| S2.2 - Aleaciones termorresistentes con base Fe con una dureza de 200-280HB | Opción Alternativa | 8 m/min | 0.045 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S3.1 - Aleaciones termorresistentes con base Ni con una dureza de <280HB | Primera Opción | 7 m/min | 0.079 mm/rev |
| S3.2 - Aleaciones termorresistentes con base Ni con una dureza de 280 - 360HB | Opción Alternativa | 6 m/min | 0.045 mm/rev |
| Adecuado | vc | f | |
|---|---|---|---|
| S4.1 - Aleaciones termorresistentes con base Co con una dureza de <240HB | Primera Opción | 5 m/min | 0.079 mm/rev |
| S4.2 - Aleaciones termorresistentes con base Co con una dureza de 240 - 320HB | Opción Alternativa | 5 m/min | 0.045 mm/rev |