
RDHX 1003MOT:M8330
Plaquita de fresado - Copiado y perfilado
Número de pedido: 8016325
Plaquita de fresado una sola cara RDHX 1003, redonda para una profundidad de corte máxima de 2.5mm, con una precisión de montaje según tolerancia ISO H con filos de corte con faceta, metal duro WC-Co de grano fino M8330 con recubrimiento PVD dentro del rango de grados ISO K20 -K40 para mecanizado de fundición con fresas con mango para copiado SRD10
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 3603603844216 |
| Número de Producto Int. | 80033512 |
| Código de pedido ANSI | RDHX 1003MOT:M8330 |
| Peso bruto - gramo | 5.492 |
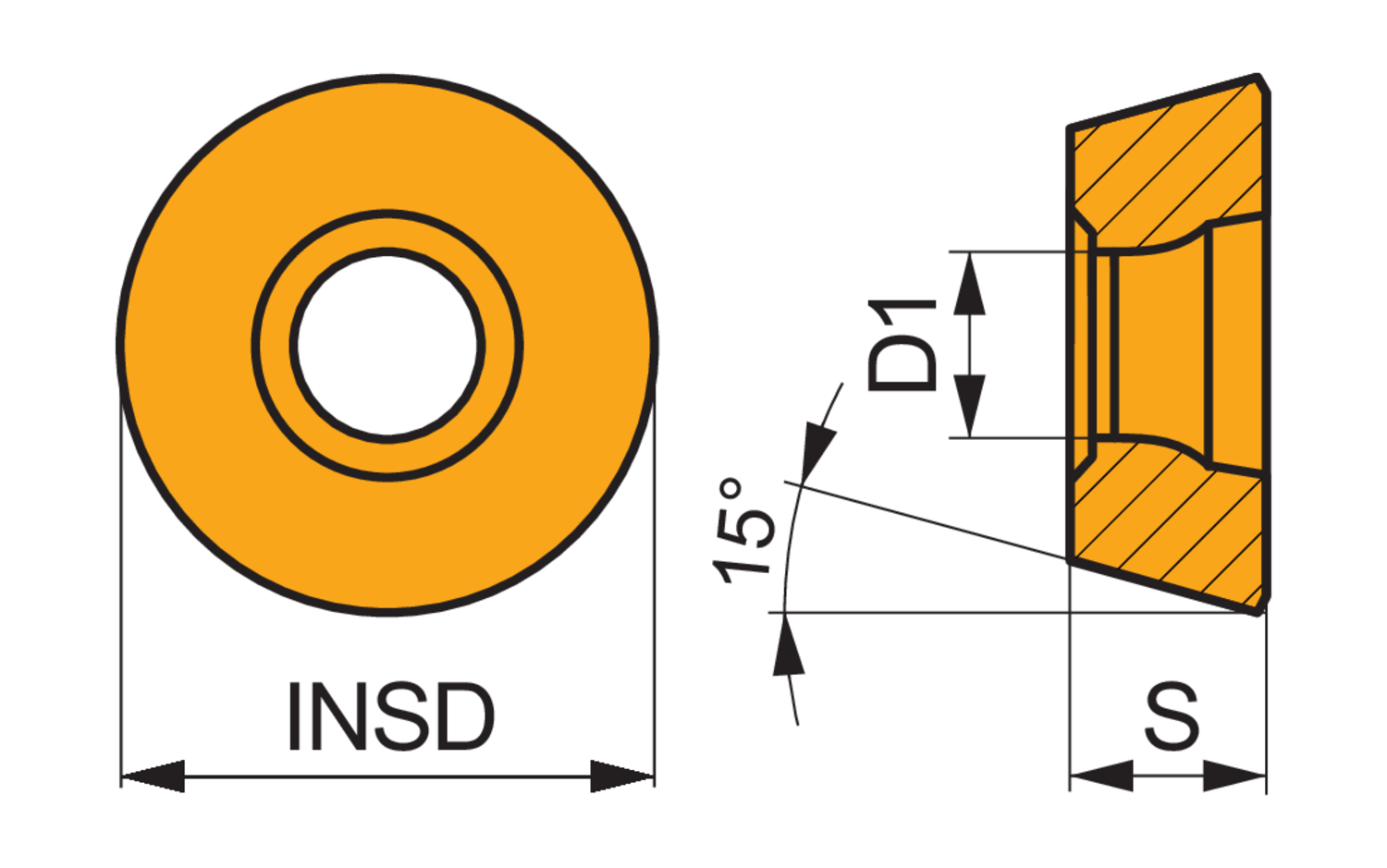
| Diámetro de plaquita - milímetros (INSD) | 10 mm |
| Diámetro del agujero de fijación - milímetros (D1) | 3.9 mm |
| Espesor de la plaquita de corte - milímetros (S) | 3.18 mm |
| Grado de impresión | M8330 |
| Código y ángulo de desprendimiento de la Plaquita | D 15° |
| Grosor de la plaquita | 03 |
| Tipo de plaquita | X |
| Designación del rompevirutas según el fabricante (CBMD) | No chipbreaker |
| Código de forma de la plaquita(SC) | R - redonda |
| ISO | RDHX1003MOT:M8330 |
Características & Ventajas
- La forma redonda de la placa, le proporciona alta resistencia contra la deformación plástica y fiabilidad en condiciones de trabajo adversas.
- El ángulo de flanco positivo proporciona la base para reducir las fuerzas de corte.
- El sustrato a base de WC-Co de grano submicrónico proporciona alta dureza y resistencia al desgaste abrasivo, resistencia contra micro-fisuras
- Las capas AlTiN ofrecen una resistencia superior a la oxidación, endurecimiento en caliente y resistencia óptima al desgaste del cráter, lo que aumenta la productividad y / o la vida útil de la herramienta (durabilidad)
- La capa superior de TiN ofrece un fácil reconocimiento del desgaste, reduce la aportación de material en el filo de corte
- El grado con dureza y resistencia equilibradas proporciona la base para un mecanizado versátil y productivo que combina altas velocidades de corte y velocidades de avance
Condiciones de Corte
| Adecuado | ap | vc | f | |
|---|---|---|---|---|
Opción Alternativa | 0.5 - 2.5 mm | 235 - 345 m/min | 0.1 - 0.3 mm/tooth |
| Adecuado | ap | vc | f | |
|---|---|---|---|---|
Primera Opción | 0.5 - 2.5 mm | 220 - 325 m/min | 0.1 - 0.3 mm/tooth |
| Adecuado | ap | vc | f | |
|---|---|---|---|---|
Opción Alternativa | 0.5 - 1 mm | 45 - 65 m/min | 0.1 - 0.24 mm/tooth |