TNGX 160604FR-FA:HF7
Plaquita de fresado - Fresado en escuadra
Número de pedido: 8020826
Plaquita de fresado doble cara TNGX 1606, triangular para una profundidad de corte máxima de 10.0mm, con 0.4mm radio de punta, una precisión de montaje según tolerancia ISO G y geometría FA con filos de corte vivos, metal duro WC-Co de grano fino HF7 sin recubrimiento dentro del rango de grados ISO N10 -N25 para mecanizado de metales no férreos con fresas de planear y escuadrar STN16
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 3603603844421 |
| Número de Producto Int. | 80033542 |
| Código de pedido ANSI | TNGX 160604FR-FA:HF7 |
| Peso bruto - gramo | 3.33 |
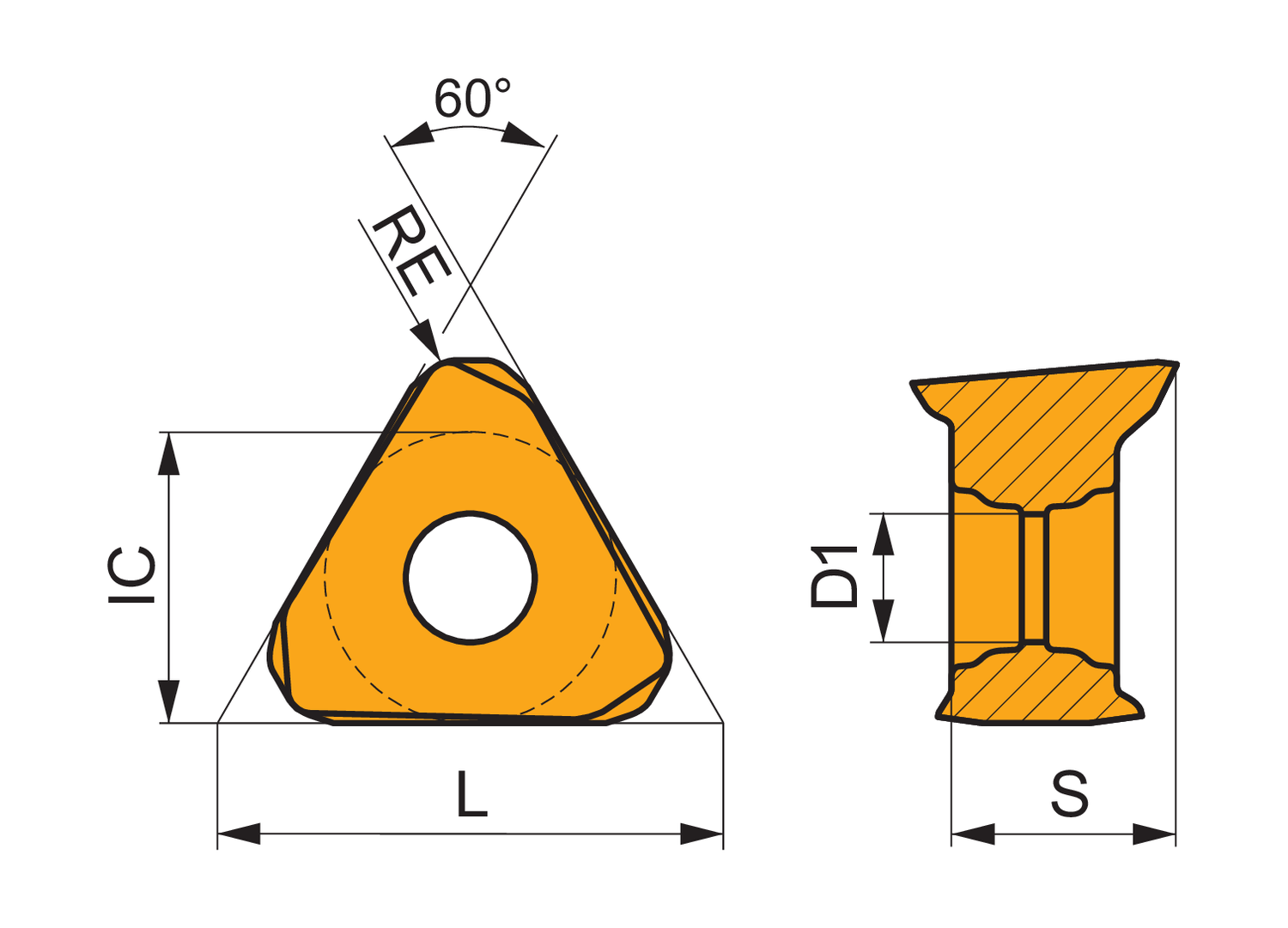
| Diámetro de la circunferencia inscrita - milímetros (IC) | 9.525 mm |
| Diámetro del agujero de fijación - milímetros (D1) | 4.4 mm |
| Longitud del filo de corte - milímetros (L) | 16.5 mm |
| Espesor de la plaquita de corte - milímetros (S) | 6.58 mm |
| Grado de impresión | HF7 |
| Radio - milímetros (RE) | 0.4 mm |
| Código y ángulo de desprendimiento de la Plaquita | N 0° |
| Tamaño de la plaquita | 16 |
| Grosor de la plaquita | 06 |
| Tipo de plaquita | X |
| Designación del rompevirutas según el fabricante (CBMD) | FA |
| Código de forma de la plaquita(SC) | T - triangular |
| ISO | TNGX160604FR-FA:HF7 |
Características & Ventajas
- Sin recubrimiento proporciona alta fiabilidad
- El grado con alta dureza proporciona la base para un mecanizado altamente productivo con las velocidades de corte más altas
- Geometría positiva para una mejor evacuación de la viruta, vibraciones reducidas y menor consumo de energía.
- Filo de corte muy agudo y plaquita pulida para reducir la adherencia de material mecanizado
- Geometría especialmente indicada para materiales no férreos.
- El sustrato a base de WC-Co de grano submicrónico proporciona alta dureza y resistencia al desgaste abrasivo, resistencia contra micro-fisuras
- Plaquitas de doble cara resistentes, con seis filos para generar un mayor ahorro.
- Fuerzas de corte reducidas que proporcionana un mecanizado suave y silencioso.
- Resistencia al corte reducida para mejorar la conexión entre pasadas, para un verdadero fresado de 90 ° y para conseguir calidad de superficial excelente.
Condiciones de Corte
| Adecuado | ap | vc | f | |
|---|---|---|---|---|
Primera Opción | 0.2 - 9 mm | 80 - 400 m/min | 0.03 - 0.43 mm/tooth |