Acabado superficial pulido brillante



S6113.0XD3
Fresas de acabado
Número de pedido: 8030271
Short series End mill with 2 flutes, diameter 3mm with 9mm length of cut, 40mm overall length, 15mm reach with neck relief and 0.1mm corner radii, according to DORMER standard with a 3mm plain shank, solid carbide with polished finish, 30° helix and 20° rake angle for shoulder milling, slot milling, ramping and helical milling in non-ferrous metals
Característica del Producto
Material duro
Fresa para materiales no férreos (suaves y maleables)
Longitud de corte, corta
Ángulo de la hélice de 30° (canal)
DIN 6535 HA mango cilíndrico
h9 – Tolerancia en base al diámetro
Radial, diagonal, axial
Normas Dormer
Número de canales = 2 (dientes)
Operación del producto
Escuadrado poco profundo - Opción Alternativa
Escuadrado profundo - Primera Opción
Fresado axial (plunge) - Opción Alternativa
Ranurado poco profundo - Primera Opción
Ranurado profundo - Opción Alternativa
Mecanizado en rampa - Primera Opción
Interpolación helicoidal - Primera Opción
Taladrado - Opción Alternativa
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760949931 |
| Número de Producto Int. | 86038211 |
| Código de pedido ANSI | S6113.0XD3 |
| Peso bruto - gramo | 6.35 |
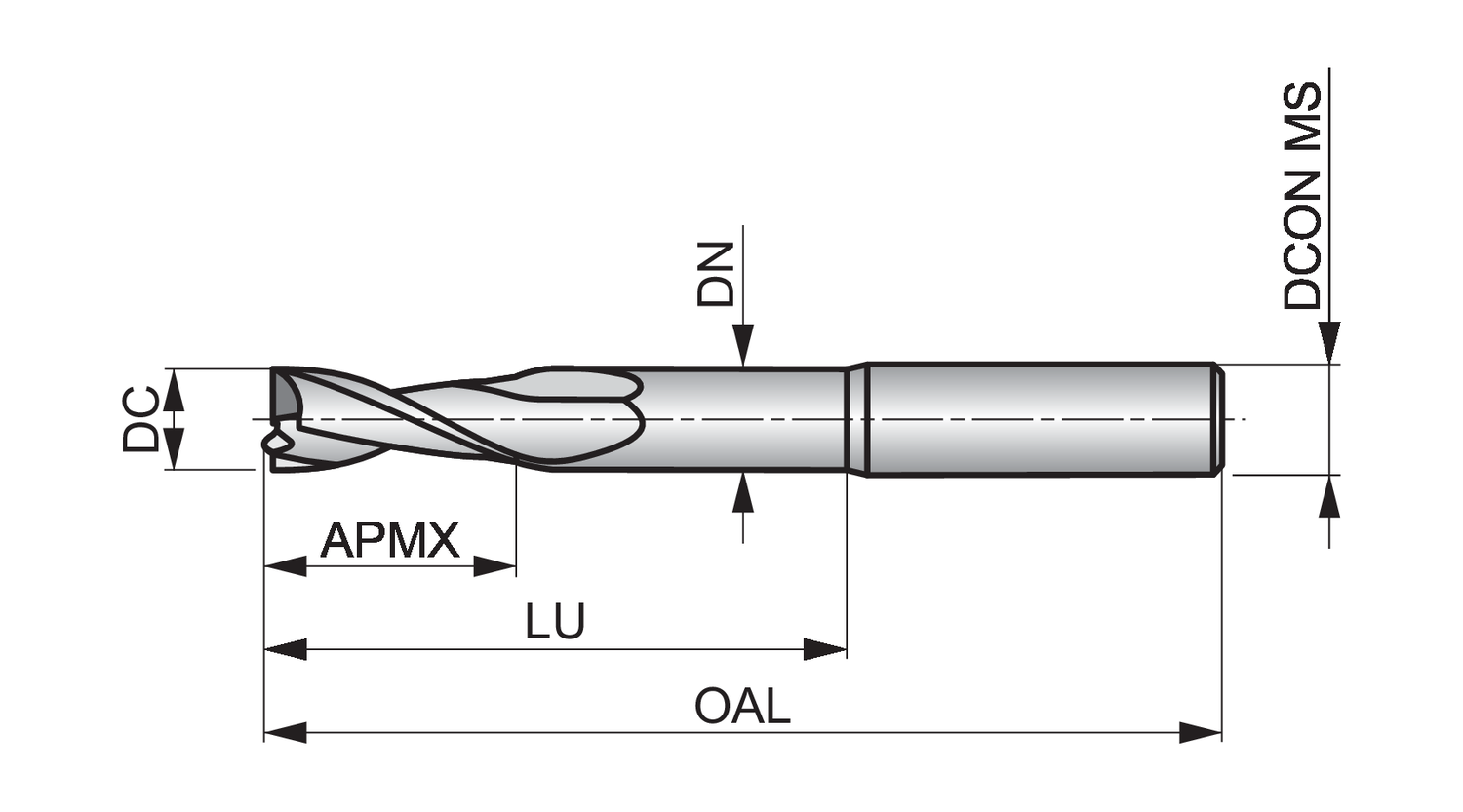
| Diámetro de corte - milímetros (DC) | 3 mm |
| Radio - milímetros (RE) | 0.1 mm |
| Diámetro de conexión - milímetros (DCON MS) | 3 mm |
| Profundidad de corte máxima - milímetros (APMX) | 9 mm |
| Longitud total - milímetros (OAL) | 40 mm |
| Número de desahogos (NOF) | 2 |
| Longitud útil (valor máximo recomendado) - milímetros (LU) | 15 mm |
| Diámetro del cuello - milímetros (DN) | 2.8 mm |
| Ángulo de incidencia radial (GAMF) | 20 |
| Con Cuello | Si |
| ISO | S6113.0XD3 |
Características & Ventajas
- Acabado pulido para evitar que el material de trabajo se adhiera a los filos de corte
- El metal duro de microgranos proporciona una dureza extrema y resistencia al desgaste, lo que aumenta la vida útil de la herramienta al mecanizar materiales difíciles
- Fresas diseñadas para producir ranuras
- Geometría específica diseñada para fresado de ranuras, rampas y hundimientos
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Primera Opción | 638 m/min | |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Primera Opción | 480 m/min | |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Primera Opción | 321 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Primera Opción | 321 m/min | |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Primera Opción | 288 m/min | |
| N2.3 - Fundición de aluminio con una dureza de 90 < 140HB | Primera Opción | 206 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N3.1 - Aleaciones decobre de fácil mecanización con excelente maquinabilidad. | Primera Opción | 336 m/min | |
| N3.2 - Aleaciones de cobre de viruta corta con maquinabilidad moderada | Primera Opción | 197 m/min | |
| N3.3 - Cobre electrolítico y aleaciones de cobre de viruta larga con baja maquinabilidad | Primera Opción | 101 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N4.1 - Polímeros termoplásticos | Primera Opción | 336 m/min | |
| N4.2 - Polímeros termoendurecibles | Primera Opción | 130 m/min |