Recubrimiento de nitruro de aluminio y cromo

S7918.0
Fresa Integral de Barril
Número de pedido: 8030339
Regular length Barrel shape end mill with 3 flutes, diameter 8mm with 25mm length of cut, 75mm overall length, 1mm full profile radius and 90mm tangential radius, according to DORMER standard with a 8mm plain shank, solid carbide with AlCrN coating, 30° helix and 8° rake angle for copy milling and turn milling in steel and cast steel or cast-iron
Característica del Producto
Material duro
Fresa de uso general para materiales de baja a alta resistencia
Longitud de corte, media
Ángulo de la hélice de 30° (canal)
DIN 6535 HA mango cilíndrico
Radial, diagonal
Normas Dormer
Número de canales = 3 (dientes)
Operación del producto
Superficies contorneadas (fresado en copia) - Primera Opción
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760950593 |
| Número de Producto Int. | 86038164 |
| Código de pedido ANSI | S7918.0 |
| Peso bruto - gramo | 47.3 |
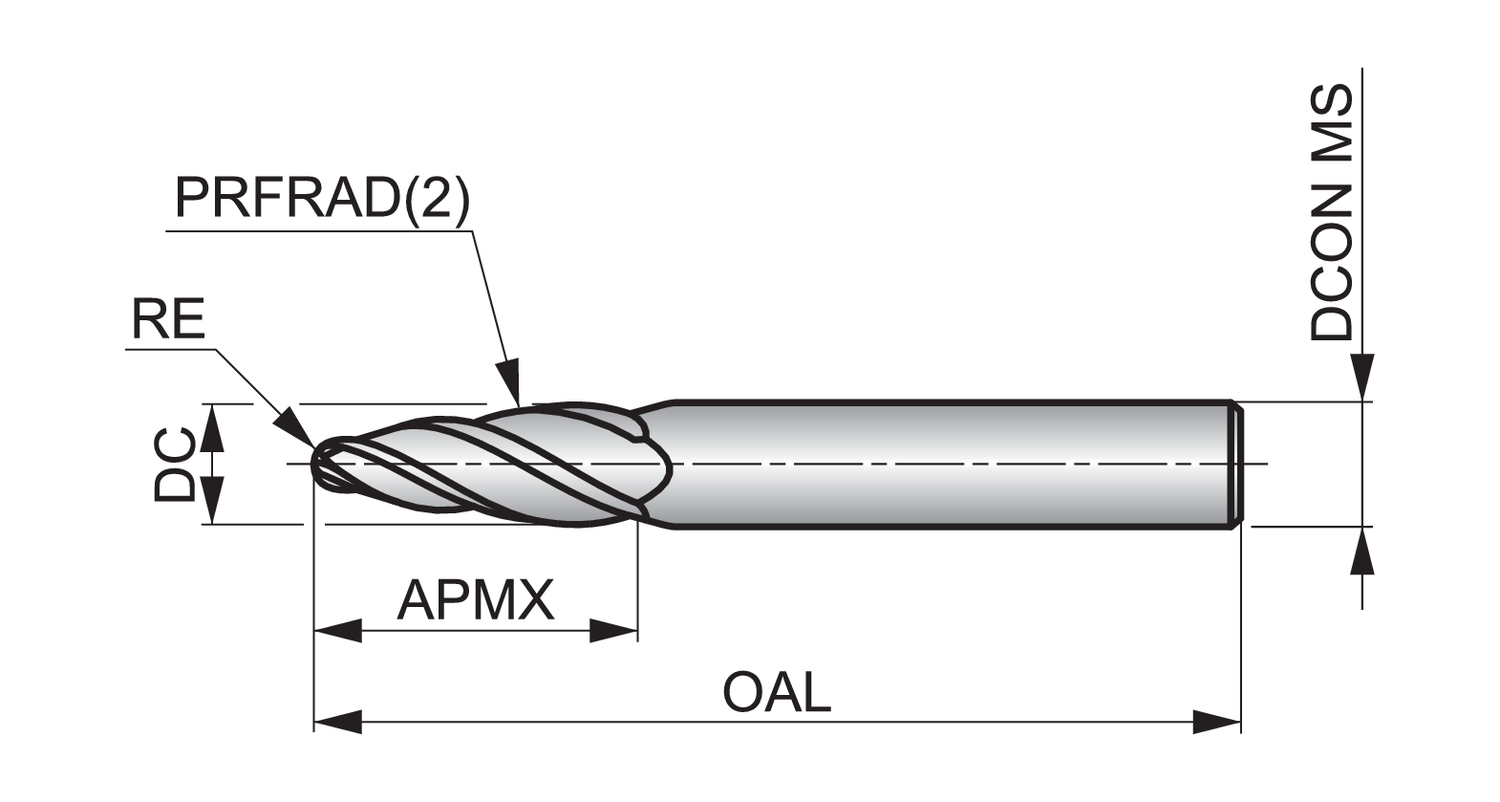
| Diámetro de corte - milímetros (DC) | 8 mm |
| Radio - milímetros (RE) | 1 mm |
| Radio del perfil - milímetros (PRFRAD2) | 90 mm |
| Diámetro de conexión - milímetros (DCON MS) | 8 mm |
| Profundidad de corte máxima - milímetros (APMX) | 25 mm |
| Longitud total - milímetros (OAL) | 75 mm |
| Número de desahogos (NOF) | 3 |
| Ángulo de incidencia radial (GAMF) | 8 |
| ISO | S7918.0 |
Características & Ventajas
- Revestimiento de AlCrN para aportar estabilidad térmica, menor fricción, excelente resistencia al desgaste y una durabilidad mayor.
- El metal duro de microgranos proporciona una dureza extrema y resistencia al desgaste, lo que aumenta la vida útil de la herramienta al mecanizar materiales difíciles
- Fresa de acabado con forma de barril para un mecanizado eficiente de cinco ejes en aplicaciones aeroespaciales y de moldes y matrices.
- Radio tangencial mayor con más superposición en comparación con las fresas integrales de punta esférica convencionales, lo que permite una mayor área de contacto con la pieza, aumenta la vida útil de la herramienta y reduce el tiempo de ciclo. Menos pasadas, con lo que se ahorra un 50% del tiempo.
- Mejor calidad superficial que minimiza el tiempo necesario para el pulido.
- Ángulo de desprendimiento positivo para una acción de corte suave en acero inoxidable y super-aleaciones, reduciendo el riesgo de recrecimiento.
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Primera Opción | 161 m/min | |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Primera Opción | 181 m/min | |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Primera Opción | 186 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Primera Opción | 138 m/min | |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Primera Opción | 121 m/min | |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Primera Opción | 108 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Primera Opción | 112 m/min | |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Primera Opción | 90 m/min | |
| P3.3 - Acero aleado con una dureza de 260 - 360HB | Primera Opción | 76 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Primera Opción | 66 m/min | |
| P4.2 - Acero de herramientas con un dureza de 26 - 39RC | Primera Opción | 57 m/min | |
| P4.3 - Acero de herramientas con un dureza de 39 - 45HRC | Opción Alternativa | 46 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| M1.1 - Acero inoxidable ferrítico con una dureza de < 160HB | Primera Opción | 94 m/min | |
| M1.2 - Acero inoxidable ferrítico con una dureza de 160 - 220HB | Primera Opción | 79 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| M2.1 - Acero inoxidable martensítico con una dureza de < 200HB | Primera Opción | 83 m/min | |
| M2.2 - Acero inoxidable martensítico con una dureza de 200 - 280HB | Primera Opción | 69 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| M3.1 - Acero inoxidable austenítico con una dureza de < 200HB | Opción Alternativa | 77 m/min | |
| M3.2 - Acero inoxidable austenítico con una dureza de 200 - 260HB | Opción Alternativa | 66 m/min | |
| M3.3 - Acero inoxidable austenítico con una dureza de 260 - 300HB | Opción Alternativa | 59 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| M4.1 - Acero inoxidable austenítico-ferrítico o super-austenítico con una dureza de < 300HB | Opción Alternativa | 58 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K1.1 - Fundición gris, ferrítica o ferrítica-perlítica con una dureza de < 180HB | Primera Opción | 161 m/min | |
| K1.2 - Fundición gris, ferrítica-perlítica o perlítia con una dureza de 180 - 240HB | Primera Opción | 119 m/min | |
| K1.3 - Fundición gris, perlítica con una dureza de 240 - 280HB | Primera Opción | 89 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K2.1 - Fundición maleable, ferrítica con una dureza de < 160HB | Primera Opción | 165 m/min | |
| K2.2 - Fundición maleable, ferrítica o perlítica con una dureza de 160 - 200HB | Primera Opción | 134 m/min | |
| K2.3 - Fundición maleable, perlítica con una dureza de 200 - 240HB | Primera Opción | 107 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K3.1 - Fundición Dúctil (nodular/esferiodal), ferrítica con una dureza de < 180HB | Primera Opción | 146 m/min | |
| K3.2 - Fundición Dúctil (nodular/esferiodal), ferrítica o perlítica con una dureza de 180 - 220HB | Primera Opción | 112 m/min | |
| K3.3 - Fundición Dúctil (nodular/esferiodal), perlítica con una dureza de 220 - 260HB | Primera Opción | 90 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K4.1 - Fundición austenítica con una dureza de < 180HB | Primera Opción | 136 m/min | |
| K4.2 - Fundición austenítica con una dureza de 180 - 240HB | Primera Opción | 102 m/min | |
| K4.3 - Fundición dúctil austemperada con una dureza de 240 - 280HB | Primera Opción | 75 m/min | |
| K4.4 - Fundición dúctil austemperada con una dureza de 280 - 320HB | Primera Opción | 64 m/min | |
| K4.5 - Fundición dúctil austemperada con una dureza de 320 - 360HB | Primera Opción | 54 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, grafito compactado con una dureza de < 180HB | Primera Opción | 154 m/min | |
| K5.2 - Vermicular, grafito compactado con una dureza de 180 - 220HB | Primera Opción | 115 m/min | |
| K5.3 - Vermicular, grafito compactado con una dureza de 220 - 260HB | Primera Opción | 89 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N1.1 - Aluminio y aluminio forjado con una dureza de < 60HB | Opción Alternativa | 355 m/min | |
| N1.2 - Aluminio forjado con una dureza de 60 - 100HB | Opción Alternativa | 267 m/min | |
| N1.3 - Aluminio forjado con una dureza de100 - 150HB | Opción Alternativa | 179 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N2.1 - Fundición de aluminio con una dureza de < 75HB | Opción Alternativa | 179 m/min | |
| N2.2 - Fundición de aluminio con una dureza de 75 - 90HB | Opción Alternativa | 160 m/min | |
| N2.3 - Fundición de aluminio con una dureza de 90 < 140HB | Opción Alternativa | 115 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N3.1 - Aleaciones decobre de fácil mecanización con excelente maquinabilidad. | Primera Opción | 187 m/min | |
| N3.2 - Aleaciones de cobre de viruta corta con maquinabilidad moderada | Primera Opción | 109 m/min | |
| N3.3 - Cobre electrolítico y aleaciones de cobre de viruta larga con baja maquinabilidad | Opción Alternativa | 56 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| N4.1 - Polímeros termoplásticos | Opción Alternativa | 187 m/min | |
| N4.2 - Polímeros termoendurecibles | Opción Alternativa | 72 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S1.1 - Titanio o aleaciones de titanio, con una dureza de <200HB | Opción Alternativa | 58 m/min | |
| S1.2 - Aleaciones de titanio, con una dureza de 200 - 280HB | Opción Alternativa | 56 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S2.1 - Aleaciones termorresistentes con base Fe con una dureza de <200HB | Opción Alternativa | 43 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S3.1 - Aleaciones termorresistentes con base Ni con una dureza de <280HB | Opción Alternativa | 33 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S4.1 - Aleaciones termorresistentes con base Co con una dureza de <240HB | Opción Alternativa | 26 m/min |