Recubrimiento de nitruro de aluminio y cromo

S722HB18.0
Fresas de acabado
Número de pedido: 8030360
Regular length End mill with 4 flutes, diameter 18mm with 32mm length of cut, 92mm overall length, 42mm reach with neck relief and 0.2mm corner radii, according to DORMER standard with a 18mm Weldon shank, solid carbide with AlCrN coating, 40° helix and 7° rake angle for shoulder milling in steel and cast steel, stainless steel, cast-iron or high-temperature alloys
Característica del Producto
Material duro
Fresa de uso general para materiales de baja a alta resistencia
Longitud de corte, media
Ángulo de la hélice de 40° (canal)
DIN 6535 HB mango Weldon
h9 – Tolerancia en base al diámetro
Radial, diagonal, axial
Normas Dormer
Número de canales = 4 (paso diferencial)
Operación del producto
Escuadrado poco profundo - Primera Opción
Escuadrado profundo - Opción Alternativa
Fresado axial (plunge) - Opción Alternativa
Ranurado poco profundo - Opción Alternativa
Mecanizado en rampa - Opción Alternativa
Fresado axial progresivo - Opción Alternativa
Detalle del Producto
Descripción | Valor |
|---|---|
| Número EAN | 7320760950807 |
| Número de Producto Int. | 86038185 |
| Código de pedido ANSI | S722HB18.0 |
| Peso bruto - gramo | 290.4 |
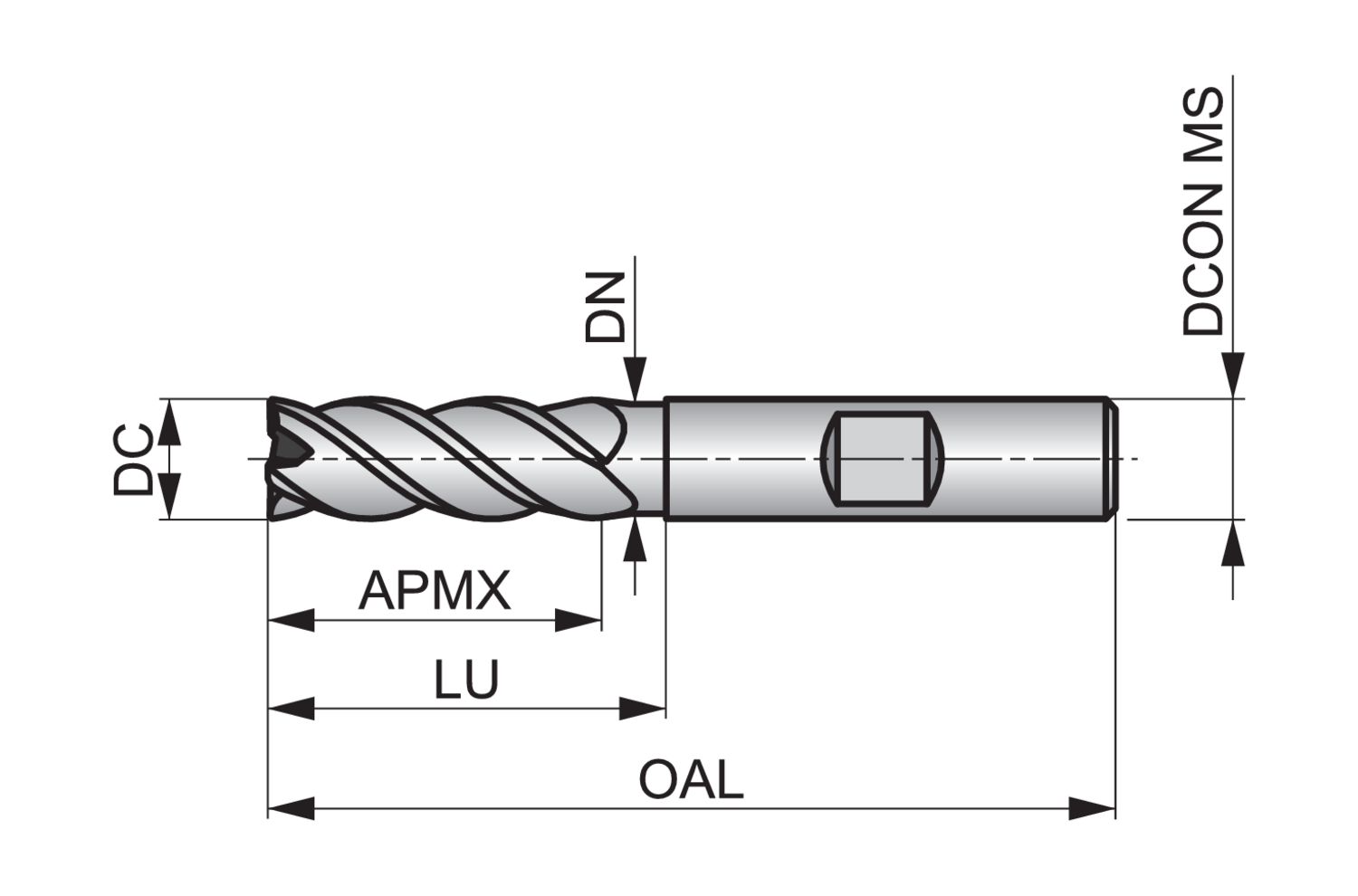
| Diámetro de corte - milímetros (DC) | 18 mm |
| Radio - milímetros (RE) | 0.2 mm |
| Diámetro de conexión - milímetros (DCON MS) | 18 mm |
| Profundidad de corte máxima - milímetros (APMX) | 32 mm |
| Longitud total - milímetros (OAL) | 92 mm |
| Número de desahogos (NOF) | 4 |
| Longitud útil (valor máximo recomendado) - milímetros (LU) | 42 mm |
| Diámetro del cuello - milímetros (DN) | 17 mm |
| Ángulo de incidencia radial (GAMF) | 7 |
| Con Cuello | Si |
| ISO | S722HB18.0 |
Características & Ventajas
- Revestimiento de AlCrN para aportar estabilidad térmica, menor fricción, excelente resistencia al desgaste y una durabilidad mayor.
- El metal duro de microgranos proporciona una dureza extrema y resistencia al desgaste, lo que aumenta la vida útil de la herramienta al mecanizar materiales difíciles
- Las fresas de cuatro filos tienen un diseño de diente específico para una mejor evacuación de la viruta.
- Ángulo de desprendimiento positivo para una acción de corte suave en acero inoxidable y super-aleaciones, reduciendo el riesgo de recrecimiento.
- Característica de cuello reducido para evitar el contacto con la pared en trabajos de fresado en escuadra.
- Paso diferencial para reducir la vibración y maximizar la productividad y la vida útil de la herramienta.
Condiciones de Corte
| Adecuado | vc | f | |
|---|---|---|---|
| P1.1 - Acero de fácil mecanizado sulfurizados con una dureza de < 240HB | Primera Opción | 199 m/min | |
| P1.2 - Acero de fácil mecanizado sulfurizados y fosforizados con una dureza de < 180HB | Primera Opción | 223 m/min | |
| P1.3 - Acero de fácil mecanizado sulfurizados/fosforizados y al plomo con una dureza de < 180HB | Primera Opción | 230 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P2.1 - Acero bajo en carbono con un contenido de < 0.25%C con una dureza de < 180HB | Primera Opción | 170 m/min | |
| P2.2 - Acero con un contenido medio de carbono < 0.55%C con una dureza de < 240HB | Primera Opción | 150 m/min | |
| P2.3 - Acero con un contenido alto de carbono > 0.55%C con una dureza de < 300HB | Primera Opción | 133 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P3.1 - Acero aleado con una dureza de < 180HB | Primera Opción | 138 m/min | |
| P3.2 - Acero aleado con una dureza de 180 - 260HB | Primera Opción | 111 m/min | |
| P3.3 - Acero aleado con una dureza de 260 - 360HB | Primera Opción | 94 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| P4.1 - Acero de herramientas con un dureza de < 26HRC | Primera Opción | 82 m/min | |
| P4.2 - Acero de herramientas con un dureza de 26 - 39RC | Primera Opción | 70 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| M1.1 - Acero inoxidable ferrítico con una dureza de < 160HB | Primera Opción | 115 m/min | |
| M1.2 - Acero inoxidable ferrítico con una dureza de 160 - 220HB | Primera Opción | 97 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| M2.1 - Acero inoxidable martensítico con una dureza de < 200HB | Primera Opción | 102 m/min | |
| M2.2 - Acero inoxidable martensítico con una dureza de 200 - 280HB | Primera Opción | 84 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| M3.1 - Acero inoxidable austenítico con una dureza de < 200HB | Primera Opción | 94 m/min | |
| M3.2 - Acero inoxidable austenítico con una dureza de 200 - 260HB | Primera Opción | 81 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K1.1 - Fundición gris, ferrítica o ferrítica-perlítica con una dureza de < 180HB | Primera Opción | 196 m/min | |
| K1.2 - Fundición gris, ferrítica-perlítica o perlítia con una dureza de 180 - 240HB | Primera Opción | 145 m/min | |
| K1.3 - Fundición gris, perlítica con una dureza de 240 - 280HB | Primera Opción | 109 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K2.1 - Fundición maleable, ferrítica con una dureza de < 160HB | Primera Opción | 202 m/min | |
| K2.2 - Fundición maleable, ferrítica o perlítica con una dureza de 160 - 200HB | Primera Opción | 164 m/min | |
| K2.3 - Fundición maleable, perlítica con una dureza de 200 - 240HB | Primera Opción | 131 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K3.1 - Fundición Dúctil (nodular/esferiodal), ferrítica con una dureza de < 180HB | Primera Opción | 178 m/min | |
| K3.2 - Fundición Dúctil (nodular/esferiodal), ferrítica o perlítica con una dureza de 180 - 220HB | Primera Opción | 136 m/min | |
| K3.3 - Fundición Dúctil (nodular/esferiodal), perlítica con una dureza de 220 - 260HB | Primera Opción | 110 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K4.1 - Fundición austenítica con una dureza de < 180HB | Primera Opción | 165 m/min | |
| K4.2 - Fundición austenítica con una dureza de 180 - 240HB | Primera Opción | 125 m/min | |
| K4.3 - Fundición dúctil austemperada con una dureza de 240 - 280HB | Primera Opción | 91 m/min | |
| K4.4 - Fundición dúctil austemperada con una dureza de 280 - 320HB | Primera Opción | 78 m/min | |
| K4.5 - Fundición dúctil austemperada con una dureza de 320 - 360HB | Primera Opción | 65 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, grafito compactado con una dureza de < 180HB | Primera Opción | 187 m/min | |
| K5.2 - Vermicular, grafito compactado con una dureza de 180 - 220HB | Primera Opción | 141 m/min | |
| K5.3 - Vermicular, grafito compactado con una dureza de 220 - 260HB | Primera Opción | 109 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S1.2 - Aleaciones de titanio, con una dureza de 200 - 280HB | Primera Opción | 69 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S2.1 - Aleaciones termorresistentes con base Fe con una dureza de <200HB | Primera Opción | 53 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S3.1 - Aleaciones termorresistentes con base Ni con una dureza de <280HB | Primera Opción | 40 m/min |
| Adecuado | vc | f | |
|---|---|---|---|
| S4.1 - Aleaciones termorresistentes con base Co con una dureza de <240HB | Primera Opción | 31 m/min |