Bright and TiN (Tip Coating)



A0028.0
002 Jobber Drill Split Point
Material ID: 5967219
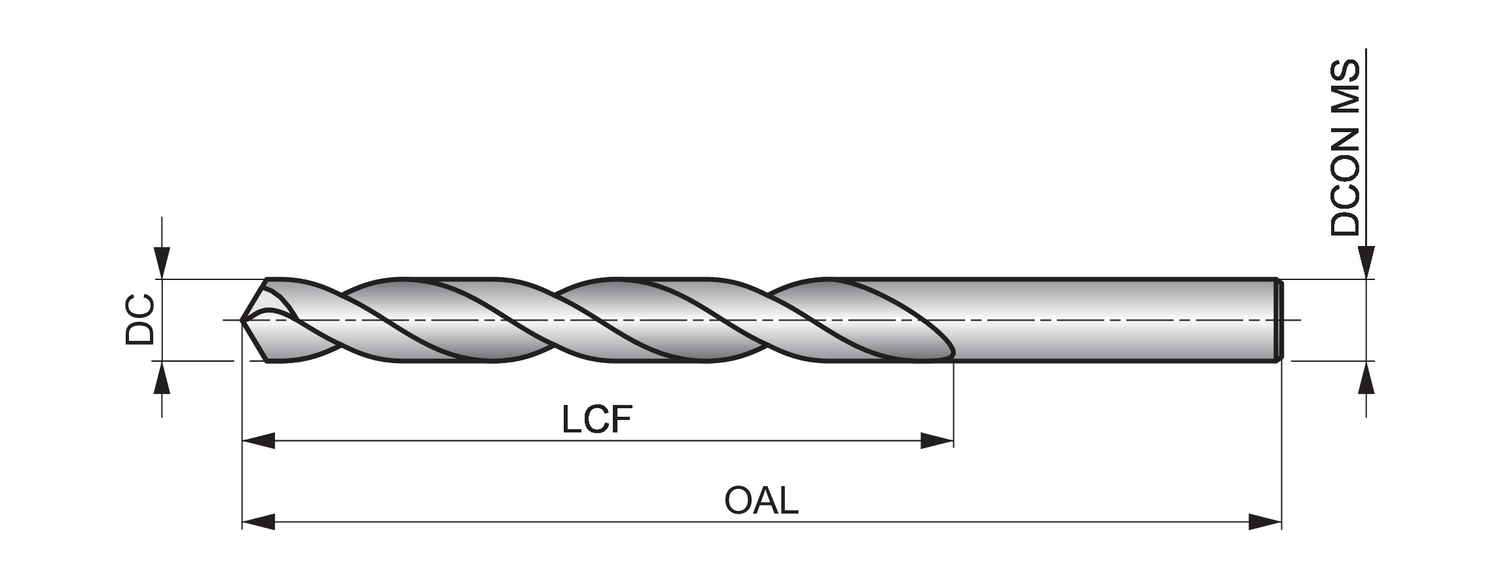
Jobber length drill with straight shank, diameter 8mm with an overall length of 117mm and flute length of 75mm according to DIN 338 standard with 118° modified split point, HSS with TiN-tip coating for 4xD drilling without pecking in steel
Product Feature
High Speed Steel Tool Material
DIN 338 – Straight Shank Drill Standards
4×D Usable Tool Depth to Diameter Ratio
Drill Point 118°
Cylindrical Shank / Straight Shank
Standard Spiral Flute Design
Right Hand Rotation / Cutting
h8 – Industry Standard Tool Tolerance Zone (based on diameter range)
Product Detail
Description | Value |
|---|---|
| EAN number | 7320760351208 |
| Product number (SAP) | 86008093 |
| Ordering code ANSI | A0028.0 |
| Gross weight - grams | 34.36 |
| Cutting diameter - millimeter (DC) | 8 mm |
| Cutting diameter - inch (DC) | 0.315 inch |
| Length chip flute - millimeter (LCF) | 75 mm |
| Overall length - millimeter (OAL) | 117 mm |
| Connection diameter - millimeter (DCON MS) | 8 mm |
| Length chip flute - inch (LCF) | 2.9528 inch |
| ISO | A0028.0 |
Cutting Conditions
| Suitability | vc | f | |
|---|---|---|---|
| P1.1 - Free machining sulfurized carbon steel with a hardness of < 240HB | Primary use | 46 m/min | 0.25 mm/rev |
| P1.2 - Free machining sulfurized and phosphorized carbon steel with a hardness of < 180HB | Primary use | 52 m/min | 0.25 mm/rev |
| P1.3 - Free machining sulfurized/phosphorized and leaded carbon steel with a hardness of < 180HB | Primary use | 54 m/min | 0.25 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P2.1 - Plain low carbon steel containing < 0.25%C with a hardness of < 180HB | Primary use | 40 m/min | 0.25 mm/rev |
| P2.2 - Plain medium carbon steel containing < 0.55%C with a hardness of < 240HB | Primary use | 35 m/min | 0.138 mm/rev |
| P2.3 - Plain high carbon steel containing > 0.55%C, with a hardness of < 300HB | Possible use | 31 m/min | 0.138 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P3.1 - Alloy steel with a hardness of < 180HB | Primary use | 27 m/min | 0.138 mm/rev |
| P3.2 - Alloy steel with a hardness of 180 - 260HB | Primary use | 21 m/min | 0.138 mm/rev |
| P3.3 - Alloy steel with a hardness of 260 - 360HB | Possible use | 18 m/min | 0.138 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| P4.1 - Tool steel with a hardness of < 26HRC | Primary use | 16 m/min | 0.138 mm/rev |
| P4.2 - Tool steel with a hardness of 26 - 39RC | Possible use | 13 m/min | 0.138 mm/rev |
| P4.3 - Tool steel with a hardness of 39 - 45HRC | Possible use | 11 m/min | 0.115 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M1.1 - Stainless steel, ferritic with a hardness of < 160HB | Possible use | 27 m/min | 0.138 mm/rev |
| M1.2 - Stainless steel, ferritic with a hardness of 160 - 220HB | Possible use | 23 m/min | 0.138 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M2.1 - Stainless steel, martensitic with a hardness of < 200HB | Possible use | 24 m/min | 0.138 mm/rev |
| M2.2 - Stainless steel, martensitic with a hardness of 200 - 280HB | Possible use | 20 m/min | 0.138 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M3.1 - Stainless steel, austenitic with a hardness of < 200HB | Possible use | 14 m/min | 0.16 mm/rev |
| M3.2 - Stainless steel, austenitic with a hardness of 200 - 260HB | Possible use | 12 m/min | 0.16 mm/rev |
| M3.3 - Stainless steel, austenitic with a hardness of 260 - 300HB | Possible use | 11 m/min | 0.16 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M4.1 - Stainless steel, austenitic-ferritic or super-austenitic with a hardness of < 300HB | Possible use | 16 m/min | 0.08 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K1.1 - Gray iron, ferritic or ferritic-pearlitic with a hardness of < 180HB | Primary use | 40 m/min | 0.25 mm/rev |
| K1.2 - Gray iron, ferritic-pearlitic or pearlitic with a hardness of 180 - 240HB | Primary use | 30 m/min | 0.115 mm/rev |
| K1.3 - Gray iron, pearlitic with a hardness of 240 - 280HB | Primary use | 22 m/min | 0.115 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K2.1 - Malleable iron, ferritic with a hardness of < 160HB | Possible use | 34 m/min | 0.115 mm/rev |
| K2.2 - Malleable iron, ferritic or pearlitic with a hardness of 160 - 200HB | Possible use | 28 m/min | 0.115 mm/rev |
| K2.3 - Malleable iron, pearlitic with a hardness of 200 - 240HB | Possible use | 22 m/min | 0.115 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K3.1 - Ductile (nodular/spheriodal) iron, ferritic with a hardness of < 180HB | Possible use | 30 m/min | 0.115 mm/rev |
| K3.2 - Ductile (nodular/spheriodal) iron, ferritic or pearlitic with a hardness of 180 - 220HB | Possible use | 23 m/min | 0.115 mm/rev |
| K3.3 - Ductile (nodular/spheriodal) iron, pearlitic with a hardness of 220 - 260HB | Possible use | 19 m/min | 0.115 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K4.1 - Austenitic cast iron with a hardness of < 180HB | Possible use | 28 m/min | 0.115 mm/rev |
| K4.2 - Austenitic cast iron with a hardness of 180 - 240HB | Possible use | 21 m/min | 0.115 mm/rev |
| K4.3 - Austempered ductile iron with a hardness of 240 - 280HB | Possible use | 16 m/min | 0.115 mm/rev |
| K4.4 - Austempered ductile iron with a hardness of 280 - 320HB | Possible use | 13 m/min | 0.115 mm/rev |
| K4.5 - Austempered ductile iron with a hardness of 320 - 360HB | Possible use | 11 m/min | 0.115 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, compacted graphite iron with a hardness of < 180HB | Possible use | 32 m/min | 0.115 mm/rev |
| K5.2 - Vermicular, compacted graphite iron with a hardness of 180 - 220HB | Possible use | 24 m/min | 0.115 mm/rev |
| K5.3 - Vermicular, compacted graphite iron with a hardness of 220 - 260HB | Possible use | 19 m/min | 0.115 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N1.1 - Pure aluminium and wrought aluminium alloys with a hardness of < 60HB | Primary use | 41 m/min | 0.28 mm/rev |
| N1.2 - Wrought aluminium alloys with a hardness of 60 - 100HB | Primary use | 31 m/min | 0.28 mm/rev |
| N1.3 - Wrought aluminium alloys with a hardness of 100 - 150HB | Primary use | 21 m/min | 0.25 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N2.1 - Cast aluminium alloys with a hardness of < 75HB | Possible use | 51 m/min | 0.22 mm/rev |
| N2.2 - Cast aluminium alloys with a hardness of 75 - 90HB | Possible use | 46 m/min | 0.22 mm/rev |
| N2.3 - Cast aluminium alloys with a hardness of 90 < 140HB | Possible use | 33 m/min | 0.22 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N3.1 - Free-cutting copper-alloys materials with excellent machining properties | Possible use | 56 m/min | 0.19 mm/rev |
| N3.2 - Short-chip copper-alloys with good to moderate machining properties | Possible use | 33 m/min | 0.22 mm/rev |
| N3.3 - Electrolytic copper and long-chip copper-alloys with moderate to poor machining properties | Possible use | 17 m/min | 0.16 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| N4.1 - Thermoplastic polymers | Primary use | 30 m/min | 0.22 mm/rev |
| N4.2 - Thermosetting polymers | Primary use | 50 m/min | 0.19 mm/rev |
| N4.3 - Reinforced polymers or composites | Possible use | 35 m/min | 0.138 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S1.1 - Titanium or titanium alloys, with a hardness of <200HB | Possible use | 23 m/min | 0.138 mm/rev |
| S1.2 - Titanium alloys, with a hardness of 200 - 280HB | Possible use | 13 m/min | 0.098 mm/rev |
| S1.3 - Titanium alloys, a hardness of 280 - 360HB | Possible use | 7 m/min | 0.067 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S2.1 - High-temperature Fe-based alloys with a hardness of <200HB | Possible use | 9 m/min | 0.115 mm/rev |
| S2.2 - High-temperature Fe-based alloys with a hardness of 200-280HB | Possible use | 4 m/min | 0.054 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S3.1 - High-temperature Ni-based alloys with a hardness of <280HB | Possible use | 7 m/min | 0.115 mm/rev |
| S3.2 - High-temperature Ni-based alloys with a hardness of 280 - 360HB | Possible use | 3 m/min | 0.054 mm/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S4.1 - High-temperature Co-based alloys with a hardness of <240HB | Possible use | 5 m/min | 0.115 mm/rev |
| S4.2 - High-temperature Co-based alloys with a hardness of 240 - 320HB | Possible use | 2 m/min | 0.054 mm/rev |