
青銅焼戻し(酸化青銅)表面処理


ジョバードリル 分割ポイント
マテリアルID: 5971088
高張力材に正確なサイズの穴を高品質な仕上げで開けるトップパフォーマです。135°の分割先端ポイントは、セルフセンタリングを助けます。ブロンズ仕上げは、工具表面に形成された薄い酸化層の8%コバルトHSS-Eドリルです。NAS907J. DC <= 1.4mm 4段先端刃先処理。


コバルトハイス工具材料

DIN 338 – ストレートシャンクドリル 標準

4×D 使用可能な工具長さと径の比

ドリル先端角 135°

円筒シャンク / ストレートシャンク

標準のねじれフルートデザイン

右勝手回転 / 切削

h8 – 工業界標準の工具公差 (径範囲に基づく)
| EAN番号 | 7320760374733 |
| 製品番号 (SAP) | 86010924 |
| 注文コード ANSI | A77714.0 |
| 総重量 | 149.1 |
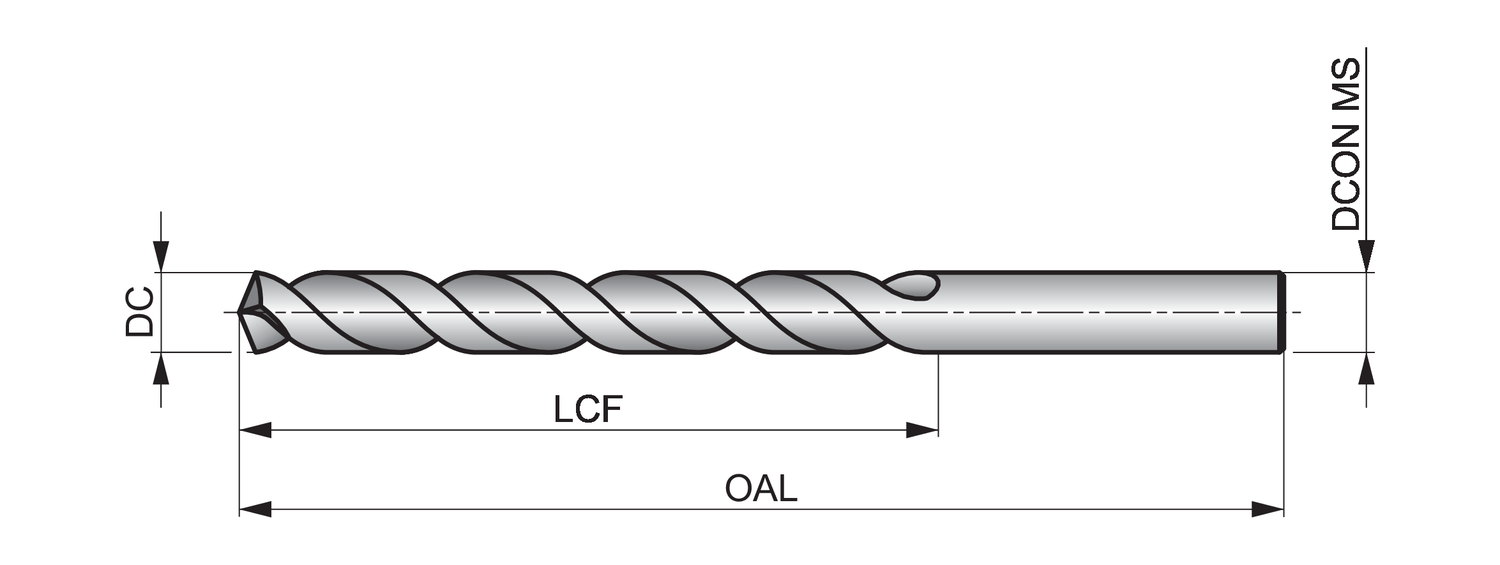
| 切削径 - ミリメートル (DC) | 14 mm |
| 切削径 - インチ (DC) | 0.5512 inch |
| 切り屑フルート長さ - ミリメートル (LCF) | 108 mm |
| 全体の長さ - ミリメートル (OAL) | 160 mm |
| 接続径 - ミリメートル (DCON MS) | 14 mm |
| 切り屑フルート長さ - インチ (LCF) | 4.252 inch |
| ISO | A77714.0 |
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 代替使用 | 36 m/min | 0.262 mm/rev |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 代替使用 | 40 m/min | 0.262 mm/rev |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 代替使用 | 41 m/min | 0.262 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 代替使用 | 31 m/min | 0.262 mm/rev |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 代替使用 | 27 m/min | 0.222 mm/rev |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 推奨使用 | 24 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 代替使用 | 25 m/min | 0.194 mm/rev |
| P3.2 - 合金鋼 硬度 180 - 260HB | 代替使用 | 20 m/min | 0.194 mm/rev |
| P3.3 - 合金鋼 260 - 360HB | 推奨使用 | 17 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P4.1 - 工具鋼 硬度 < 26HRC | 代替使用 | 15 m/min | 0.194 mm/rev |
| P4.2 - 工具鋼 硬度26 - 39RC | 推奨使用 | 13 m/min | 0.165 mm/rev |
| P4.3 - 工具鋼 硬度39 - 45HRC | 推奨使用 | 10 m/min | 0.143 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M1.1 - ステンレス鋼, フェライト系 硬度< 160HB | 代替使用 | 30 m/min | 0.165 mm/rev |
| M1.2 - ステンレス鋼, フェライト系 硬度160 - 220HB | 代替使用 | 26 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M2.1 - ステンレス鋼, マルテンサイト系 硬度< 200HB | 代替使用 | 27 m/min | 0.165 mm/rev |
| M2.2 - ステンレス鋼, マルテンサイト系 硬度200 - 280HB | 代替使用 | 22 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M3.1 - ステンレス鋼, オーステナイト系 硬度< 200HB | 代替使用 | 13 m/min | 0.222 mm/rev |
| M3.2 - ステンレス鋼, オーステナイト系 硬度200 - 260HB | 代替使用 | 11 m/min | 0.222 mm/rev |
| M3.3 - ステンレス鋼, オーステナイト系 硬度260 - 300HB | 代替使用 | 10 m/min | 0.222 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M4.1 - ステンレス鋼, オーステナイト-フェライトまたはスーパーオーステナイト系 硬度< 300HB | 代替使用 | 15 m/min | 0.12 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 代替使用 | 35 m/min | 0.262 mm/rev |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 代替使用 | 26 m/min | 0.143 mm/rev |
| K1.3 - ねずみ鋳鉄, パーライト 硬度240 - 280HB | 代替使用 | 19 m/min | 0.143 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 代替使用 | 27 m/min | 0.165 mm/rev |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 代替使用 | 22 m/min | 0.165 mm/rev |
| K2.3 - 可鍛鋳鉄, パーライト 硬度200 - 240HB | 推奨使用 | 18 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 代替使用 | 24 m/min | 0.165 mm/rev |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 代替使用 | 18 m/min | 0.165 mm/rev |
| K3.3 - ダクタイル (ノジュラ/球状)鋳鉄, パーライト 硬度220 - 260HB | 推奨使用 | 15 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K4.1 - オーステナイト鋳鉄 硬度 < 180HB | 代替使用 | 22 m/min | 0.165 mm/rev |
| K4.2 - オーステナイト鋳鉄 硬度180 - 240HB | 代替使用 | 17 m/min | 0.165 mm/rev |
| K4.3 - オーステンパダクタイル鋳鉄 硬度240 - 280HB | 推奨使用 | 12 m/min | 0.165 mm/rev |
| K4.4 - オーステンパダクタイル鋳鉄 硬度280 - 320HB | 推奨使用 | 11 m/min | 0.165 mm/rev |
| K4.5 - オーステンパダクタイル鋳鉄 320 - 360HB | 推奨使用 | 9 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K5.1 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度< 180HB | 代替使用 | 25 m/min | 0.165 mm/rev |
| K5.2 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度180 - 220HB | 代替使用 | 19 m/min | 0.165 mm/rev |
| K5.3 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度220 - 260HB | 推奨使用 | 15 m/min | 0.165 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.1 - 純アルミと展伸アルミニウム合金 硬度 < 60HB | 代替使用 | 33 m/min | 0.338 mm/rev |
| N1.2 - 展伸アルミニウム合金 硬度 60 - 100HB | 代替使用 | 25 m/min | 0.338 mm/rev |
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 代替使用 | 17 m/min | 0.3 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 代替使用 | 46 m/min | 0.262 mm/rev |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 代替使用 | 42 m/min | 0.262 mm/rev |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 代替使用 | 30 m/min | 0.262 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 代替使用 | 68 m/min | 0.262 mm/rev |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 代替使用 | 40 m/min | 0.194 mm/rev |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 代替使用 | 20 m/min | 0.262 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S1.1 - チタンまたはチタン合金, 硬度<200HB | 推奨使用 | 28 m/min | 0.194 mm/rev |
| S1.2 - チタン合金, 硬度 200 - 280HB | 推奨使用 | 20 m/min | 0.143 mm/rev |
| S1.3 - チタン合金, 硬度 280 - 360HB | 推奨使用 | 11 m/min | 0.12 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S2.1 - 鉄基 耐熱合金 硬度 <200HB | 推奨使用 | 9 m/min | 0.165 mm/rev |
| S2.2 - 鉄基 耐熱合金 硬度 200-280HB | 代替使用 | 8 m/min | 0.099 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S3.1 - ニッケル基 耐熱合金 硬度 <280HB | 推奨使用 | 7 m/min | 0.165 mm/rev |
| S3.2 - ニッケル基 耐熱合金 硬度 280 - 360HB | 代替使用 | 6 m/min | 0.099 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S4.1 - コバルト基 耐熱鋼合金 硬度 <240HB | 推奨使用 | 5 m/min | 0.165 mm/rev |
| S4.2 - コバルト基 耐熱鋼合金 硬度 240 - 320HB | 代替使用 | 5 m/min | 0.099 mm/rev |
A77714_0_5971088_3D.stp