光沢面 (ノンコート)



E5363/8NO6
HSS ストレートフルートハンドタップ, BSF, ISO 標準
マテリアルID: 5976688
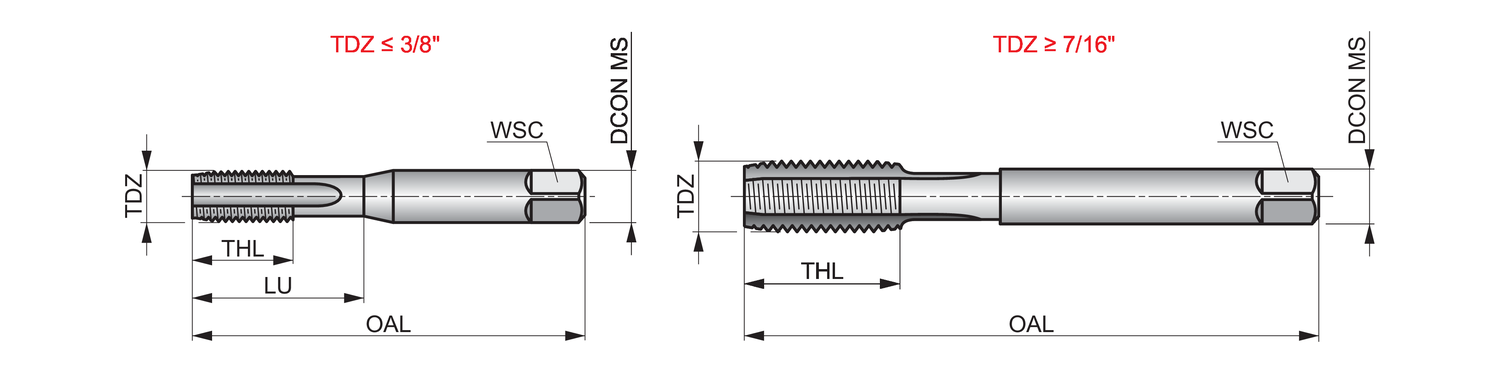
Set of straight flute hand taps NO6 for British Standard Fine thread BSF 3/8" with 20 TPI and Medium class of fit, consisting of 1 tap with a 6-8xP taper lead, 1 tap with a 4-6xP second lead and 1 tap with a 2-3xP plug lead, dimensions according to ISO 529 standard with 10.0mm shank and 8.0mm square drive, HSS with bright finish for 1.5xD through or blind hole threading in free machining steel and copper or copper alloys
製品の特長
ねじ形状、英国標準規格ねじ細目
ISO 529 – タップ 標準
ミディアムインチねじクラスに適合
貫通または止まり穴の適用
1.5×D 使用可能な工具長さと径の比
ハイス工具材料
ストレートフルートジオメトリ
右勝手回転 / 切削
製品の詳細
説明 | バリュー |
|---|---|
| 製品名 | E5363/8NO6 |
| 製品番号 (SAP) | 86016991 |
| EAN番号 | 7320760216088 |
| ねじ径サイズ (TDZ) | 3/8 |
| ねじ径 - ミリメートル (TD) | 9.53 mm |
| インチ当たりの山数 (TPI) | 20 |
| 全体の長さ - ミリメートル (OAL) | 80 mm |
| 全体の長さ - インチ (OAL) | 3.1496 inch |
| ねじ長さ - ミリメートル (THL) | 20 mm |
| ねじ長さ - インチ (THL) | 0.7874 inch |
| 接続径 - インチ (DCON MS) | 0.3937 inch |
| 接続径 - ミリメートル (DCON MS) | 10 mm |
| フルート数 (NOF) | 3 |
| 使用可能長さ - インチ (LU) | 1.2598 inch |
| 使用可能長さ - ミリメートル (LU) | 32 mm |
| クランプ幅 - インチ (WSC) | 0.315 inch |
| クランプ幅 - ミリメートル (WSC) | 8 mm |
| 前加工穴径 - インチ (PHD) | 0.3268 inch |
| 前加工穴径 - ミリメートル (PHD) | 8.3 mm |
| 総重量 | 125 |
| ISO | E5363/8NO6 |
| 注文コード ANSI | E5363/8NO6 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 推奨使用 | 7 m/min | |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 7 m/min | |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 推奨使用 | 6 m/min | |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 推奨使用 | 5 m/min | |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 代替使用 | 4 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 推奨使用 | 4 m/min | |
| P3.2 - 合金鋼 硬度 180 - 260HB | 代替使用 | 4 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P4.1 - 工具鋼 硬度 < 26HRC | 代替使用 | 3 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 代替使用 | 12 m/min | |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 代替使用 | 9 m/min | |
| K1.3 - ねずみ鋳鉄, パーライト 硬度240 - 280HB | 代替使用 | 7 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 代替使用 | 12 m/min | |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 代替使用 | 10 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 代替使用 | 11 m/min | |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K4.1 - オーステナイト鋳鉄 硬度 < 180HB | 代替使用 | 10 m/min | |
| K4.2 - オーステナイト鋳鉄 硬度180 - 240HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K5.1 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度< 180HB | 代替使用 | 11 m/min | |
| K5.2 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度180 - 220HB | 代替使用 | 9 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 代替使用 | 11 m/min | |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 代替使用 | 10 m/min | |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 代替使用 | 7 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 推奨使用 | 17 m/min | |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 推奨使用 | 10 m/min | |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 代替使用 | 5 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.2 - 熱可塑性ポリマ | 代替使用 | 5 m/min | |
| N4.3 - 強化ポリマーまたは複合材 | 代替使用 | 3 m/min |
関連部品
E5363/8NO3
マテリアルID : 5976685