光沢面 (ノンコート)



C82225.5X6.0
キーシートカッタ
マテリアルID: 5985998
スピンドルやシャフトの半月キーのフライス加工に適応します。コンビネーションシャンクにより、あらゆるホルダで安定した正確な保持が可能です。光沢仕上げにより、被削材が工具の切れ刃に溶着するのを防ぎます。DCON MS 公差h6。
製品の特長
コバルトハイス工具材料
低~高抵抗材料向け多目的カッタタイプ
10° ねじれ角 (フルート)
DIN 1835 – B (サイドロック) または D (ねじ付き) シャンク
h11 –工業界標準の工具公差 (径範囲に基づく)
径方向
DIN 850 – キーシートカッタ 標準
製品の特長オペレーション
T溝加工- 推奨使用
製品の詳細
説明 | バリュー |
|---|---|
| EAN番号 | 7320760275115 |
| 製品番号 (SAP) | 86014322 |
| 注文コード ANSI | C82225.5X6.0 |
| 総重量 | 60 |
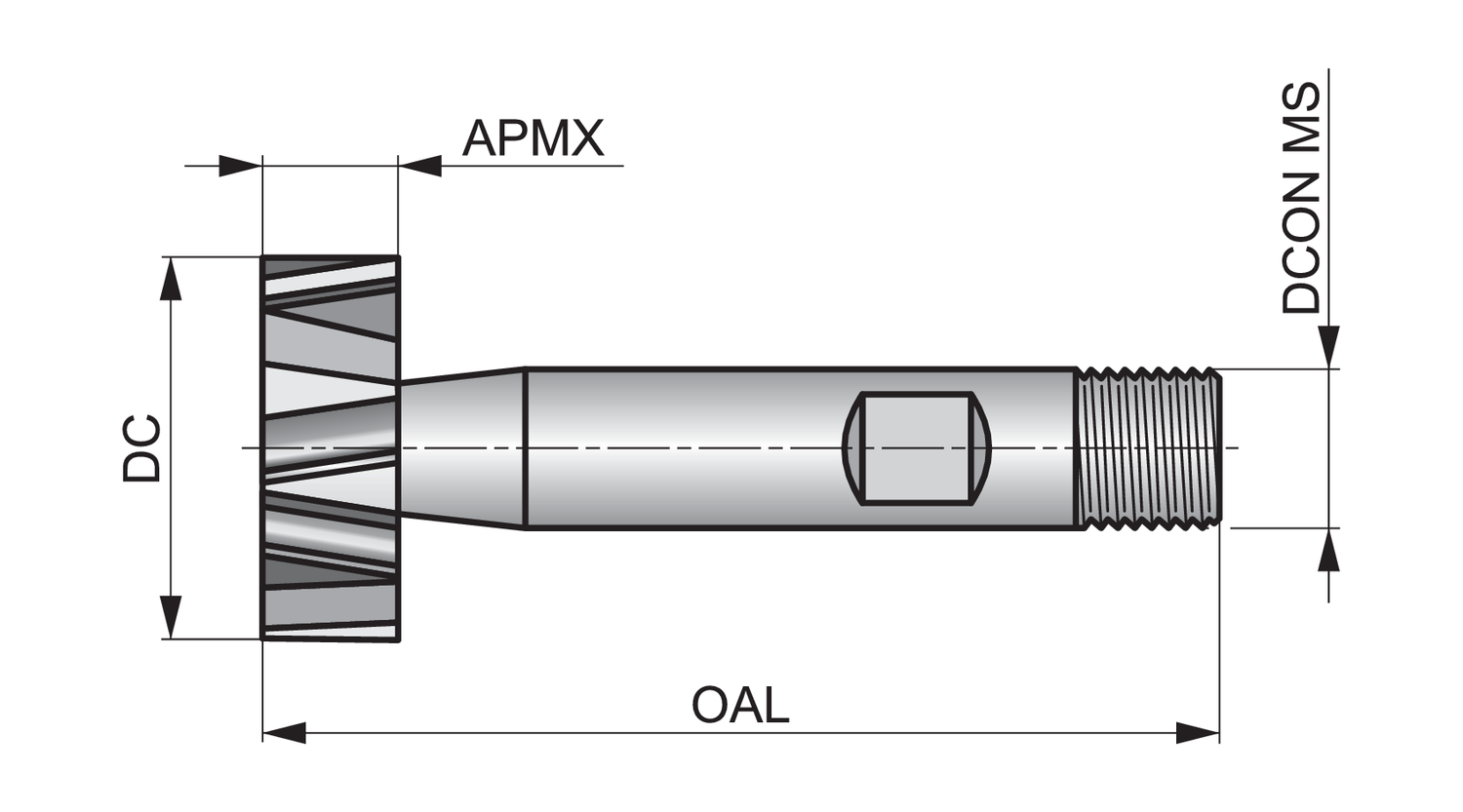
| 最大切込み量 - ミリメートル (APMX) | 6 mm |
| 切削径 - ミリメートル (DC) | 25.5 mm |
| 全体の長さ - ミリメートル (OAL) | 63 mm |
| 接続径 - ミリメートル (DCON MS) | 10 mm |
| フルート数 (NOF) | 12 |
| 径方向すくい角 (GAMF) | 10 |
| ISO | C82225.5X6.0 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 推奨使用 | 40 m/min | 0.06 mm/rev |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 45 m/min | 0.06 mm/rev |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 46 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 推奨使用 | 34 m/min | 0.06 mm/rev |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 推奨使用 | 30 m/min | 0.06 mm/rev |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 推奨使用 | 27 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 推奨使用 | 29 m/min | 0.06 mm/rev |
| P3.2 - 合金鋼 硬度 180 - 260HB | 推奨使用 | 24 m/min | 0.06 mm/rev |
| P3.3 - 合金鋼 260 - 360HB | 推奨使用 | 20 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P4.1 - 工具鋼 硬度 < 26HRC | 推奨使用 | 18 m/min | 0.06 mm/rev |
| P4.2 - 工具鋼 硬度26 - 39RC | 推奨使用 | 15 m/min | 0.05 mm/rev |
| P4.3 - 工具鋼 硬度39 - 45HRC | 推奨使用 | 12 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M1.1 - ステンレス鋼, フェライト系 硬度< 160HB | 推奨使用 | 34 m/min | 0.04 mm/rev |
| M1.2 - ステンレス鋼, フェライト系 硬度160 - 220HB | 推奨使用 | 29 m/min | 0.04 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M2.1 - ステンレス鋼, マルテンサイト系 硬度< 200HB | 推奨使用 | 31 m/min | 0.04 mm/rev |
| M2.2 - ステンレス鋼, マルテンサイト系 硬度200 - 280HB | 推奨使用 | 25 m/min | 0.04 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M3.1 - ステンレス鋼, オーステナイト系 硬度< 200HB | 推奨使用 | 17 m/min | 0.04 mm/rev |
| M3.2 - ステンレス鋼, オーステナイト系 硬度200 - 260HB | 推奨使用 | 15 m/min | 0.04 mm/rev |
| M3.3 - ステンレス鋼, オーステナイト系 硬度260 - 300HB | 推奨使用 | 14 m/min | 0.04 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M4.1 - ステンレス鋼, オーステナイト-フェライトまたはスーパーオーステナイト系 硬度< 300HB | 推奨使用 | 15 m/min | 0.04 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 推奨使用 | 25 m/min | 0.06 mm/rev |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 推奨使用 | 19 m/min | 0.06 mm/rev |
| K1.3 - ねずみ鋳鉄, パーライト 硬度240 - 280HB | 推奨使用 | 14 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 推奨使用 | 37 m/min | 0.06 mm/rev |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 推奨使用 | 30 m/min | 0.06 mm/rev |
| K2.3 - 可鍛鋳鉄, パーライト 硬度200 - 240HB | 推奨使用 | 24 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 推奨使用 | 33 m/min | 0.06 mm/rev |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 推奨使用 | 25 m/min | 0.06 mm/rev |
| K3.3 - ダクタイル (ノジュラ/球状)鋳鉄, パーライト 硬度220 - 260HB | 推奨使用 | 20 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K4.1 - オーステナイト鋳鉄 硬度 < 180HB | 推奨使用 | 30 m/min | 0.04 mm/rev |
| K4.2 - オーステナイト鋳鉄 硬度180 - 240HB | 推奨使用 | 23 m/min | 0.04 mm/rev |
| K4.3 - オーステンパダクタイル鋳鉄 硬度240 - 280HB | 推奨使用 | 17 m/min | 0.04 mm/rev |
| K4.4 - オーステンパダクタイル鋳鉄 硬度280 - 320HB | 推奨使用 | 14 m/min | 0.04 mm/rev |
| K4.5 - オーステンパダクタイル鋳鉄 320 - 360HB | 推奨使用 | 12 m/min | 0.04 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K5.1 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度< 180HB | 推奨使用 | 34 m/min | 0.06 mm/rev |
| K5.2 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度180 - 220HB | 推奨使用 | 26 m/min | 0.06 mm/rev |
| K5.3 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度220 - 260HB | 推奨使用 | 20 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.1 - 純アルミと展伸アルミニウム合金 硬度 < 60HB | 推奨使用 | 71 m/min | 0.11 mm/rev |
| N1.2 - 展伸アルミニウム合金 硬度 60 - 100HB | 推奨使用 | 53 m/min | 0.11 mm/rev |
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 推奨使用 | 36 m/min | 0.11 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 推奨使用 | 36 m/min | 0.11 mm/rev |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 推奨使用 | 32 m/min | 0.11 mm/rev |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 推奨使用 | 23 m/min | 0.11 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 推奨使用 | 38 m/min | 0.06 mm/rev |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 推奨使用 | 22 m/min | 0.06 mm/rev |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 推奨使用 | 11 m/min | 0.07 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.1 - 熱可塑性ポリマ | 推奨使用 | 38 m/min | 0.11 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S1.1 - チタンまたはチタン合金, 硬度<200HB | 推奨使用 | 30 m/min | 0.06 mm/rev |
| S1.2 - チタン合金, 硬度 200 - 280HB | 推奨使用 | 20 m/min | 0.06 mm/rev |
| S1.3 - チタン合金, 硬度 280 - 360HB | 推奨使用 | 10 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S2.1 - 鉄基 耐熱合金 硬度 <200HB | 推奨使用 | 13 m/min | 0.06 mm/rev |
| S2.2 - 鉄基 耐熱合金 硬度 200-280HB | 推奨使用 | 7 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S3.1 - ニッケル基 耐熱合金 硬度 <280HB | 推奨使用 | 10 m/min | 0.06 mm/rev |
| S3.2 - ニッケル基 耐熱合金 硬度 280 - 360HB | 推奨使用 | 5 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S4.1 - コバルト基 耐熱鋼合金 硬度 <240HB | 推奨使用 | 8 m/min | 0.06 mm/rev |
| S4.2 - コバルト基 耐熱鋼合金 硬度 240 - 320HB | 推奨使用 | 4 m/min | 0.05 mm/rev |