光沢面 (ノンコート)



B4818.03
NC - 高精度チャック用センテシマルリーマ
マテリアルID: 5986965
CNC加工で高い性能を発揮するストレートシャンク。異なるサイズの刻み量設定のため、正確な穴径と公差が得られます。プレミアム超硬ろう付けは、硬い被削材や摩耗性の高い被削材のリーマ加工において、大幅な性能向上と工具寿命の延長を実現。振動を低減するため、フルートの間隔を極端に不等間隔にしています。DCON MS 公差h6。
製品の特長
超硬材料 (超硬ソリッド)
DIN 8093 – ストレートシャンクリーマ 標準
右勝手回転 / 切削
DIN 6535 HA ストレートシャンク
DIN Form B – 左勝手小さなねじれフルート、右勝手切削
高精度穴公差ゾーン (径範囲に基づく)
製品の詳細
説明 | バリュー |
|---|---|
| EAN番号 | 7320760422298 |
| 製品番号 (SAP) | 86013155 |
| 注文コード ANSI | B4818.03 |
| 総重量 | 78.7 |
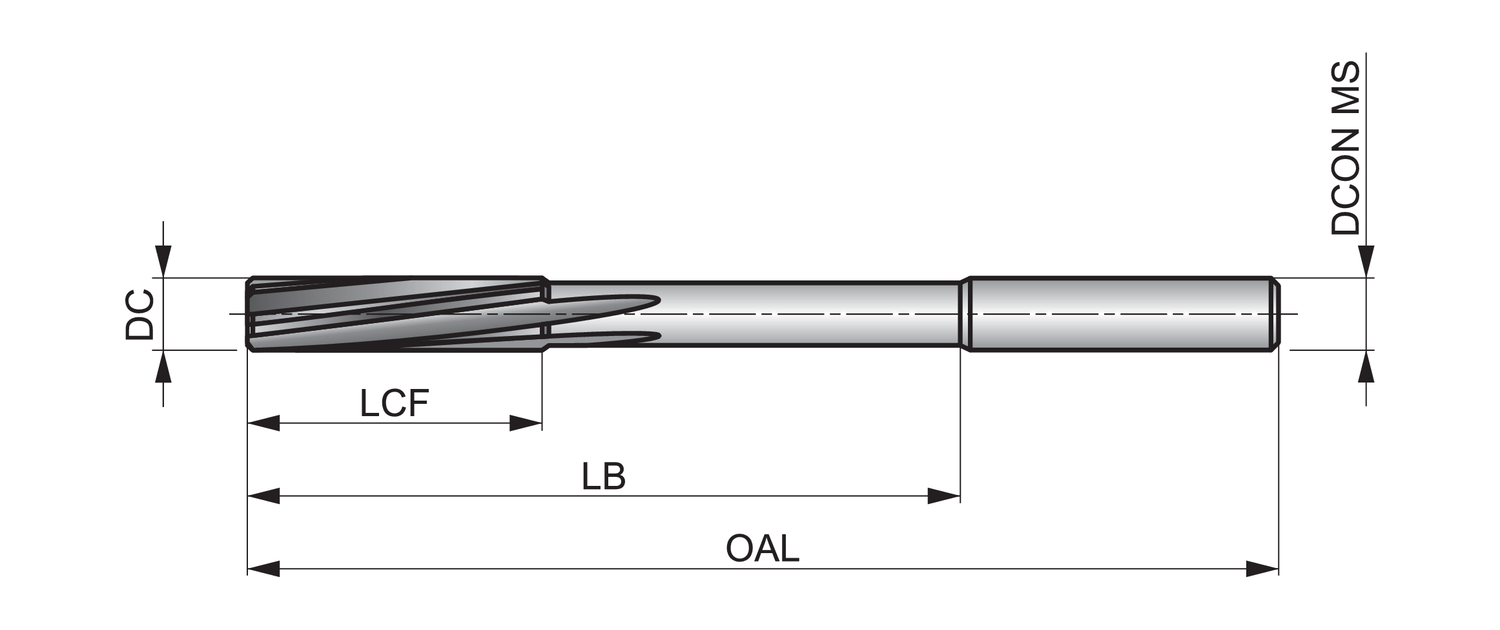
| 切削径 - ミリメートル (DC) | 8.03 mm |
| 全体の長さ - ミリメートル (OAL) | 117 mm |
| 切り屑フルート長さ - ミリメートル (LCF) | 33 mm |
| 本体長さ - ミリメートル (LB) | 81 mm |
| フルート数 (NOF) | 6 |
| 接続径 - ミリメートル (DCON MS) | 8 mm |
| ISO | B4818.03 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 推奨使用 | 23 m/min | 0.18 mm/rev |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 26 m/min | 0.18 mm/rev |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 27 m/min | 0.18 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 推奨使用 | 20 m/min | 0.18 mm/rev |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 推奨使用 | 18 m/min | 0.18 mm/rev |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 推奨使用 | 16 m/min | 0.221 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 推奨使用 | 16 m/min | 0.18 mm/rev |
| P3.2 - 合金鋼 硬度 180 - 260HB | 推奨使用 | 13 m/min | 0.18 mm/rev |
| P3.3 - 合金鋼 260 - 360HB | 推奨使用 | 11 m/min | 0.221 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P4.1 - 工具鋼 硬度 < 26HRC | 推奨使用 | 10 m/min | 0.18 mm/rev |
| P4.2 - 工具鋼 硬度26 - 39RC | 推奨使用 | 8 m/min | 0.221 mm/rev |
| P4.3 - 工具鋼 硬度39 - 45HRC | 推奨使用 | 7 m/min | 0.221 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M1.1 - ステンレス鋼, フェライト系 硬度< 160HB | 代替使用 | 10 m/min | 0.221 mm/rev |
| M1.2 - ステンレス鋼, フェライト系 硬度160 - 220HB | 代替使用 | 8 m/min | 0.221 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M2.1 - ステンレス鋼, マルテンサイト系 硬度< 200HB | 代替使用 | 9 m/min | 0.221 mm/rev |
| M2.2 - ステンレス鋼, マルテンサイト系 硬度200 - 280HB | 代替使用 | 7 m/min | 0.221 mm/rev |
| M2.3 - ステンレス鋼, マルテンサイト系 硬度280 - 380HB | 代替使用 | 6 m/min | 0.18 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 推奨使用 | 20 m/min | 0.271 mm/rev |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 推奨使用 | 15 m/min | 0.271 mm/rev |
| K1.3 - ねずみ鋳鉄, パーライト 硬度240 - 280HB | 推奨使用 | 11 m/min | 0.271 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 推奨使用 | 21 m/min | 0.271 mm/rev |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 推奨使用 | 17 m/min | 0.271 mm/rev |
| K2.3 - 可鍛鋳鉄, パーライト 硬度200 - 240HB | 推奨使用 | 14 m/min | 0.271 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 推奨使用 | 18 m/min | 0.271 mm/rev |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 推奨使用 | 14 m/min | 0.271 mm/rev |
| K3.3 - ダクタイル (ノジュラ/球状)鋳鉄, パーライト 硬度220 - 260HB | 推奨使用 | 11 m/min | 0.271 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K5.1 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度< 180HB | 推奨使用 | 19 m/min | 0.271 mm/rev |
| K5.2 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度180 - 220HB | 推奨使用 | 15 m/min | 0.271 mm/rev |
| K5.3 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度220 - 260HB | 推奨使用 | 11 m/min | 0.271 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.1 - 純アルミと展伸アルミニウム合金 硬度 < 60HB | 代替使用 | 60 m/min | 0.271 mm/rev |
| N1.2 - 展伸アルミニウム合金 硬度 60 - 100HB | 推奨使用 | 45 m/min | 0.271 mm/rev |
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 推奨使用 | 30 m/min | 0.271 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 推奨使用 | 38 m/min | 0.271 mm/rev |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 推奨使用 | 35 m/min | 0.271 mm/rev |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 推奨使用 | 25 m/min | 0.271 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 推奨使用 | 64 m/min | 0.351 mm/rev |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 推奨使用 | 38 m/min | 0.351 mm/rev |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 代替使用 | 19 m/min | 0.351 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.1 - 熱可塑性ポリマ | 代替使用 | 35 m/min | 0.221 mm/rev |
| N4.2 - 熱可塑性ポリマ | 代替使用 | 30 m/min | 0.221 mm/rev |