窒化アルミクロムコーティング

S26018.0
エンドミル
マテリアルID: 6706922
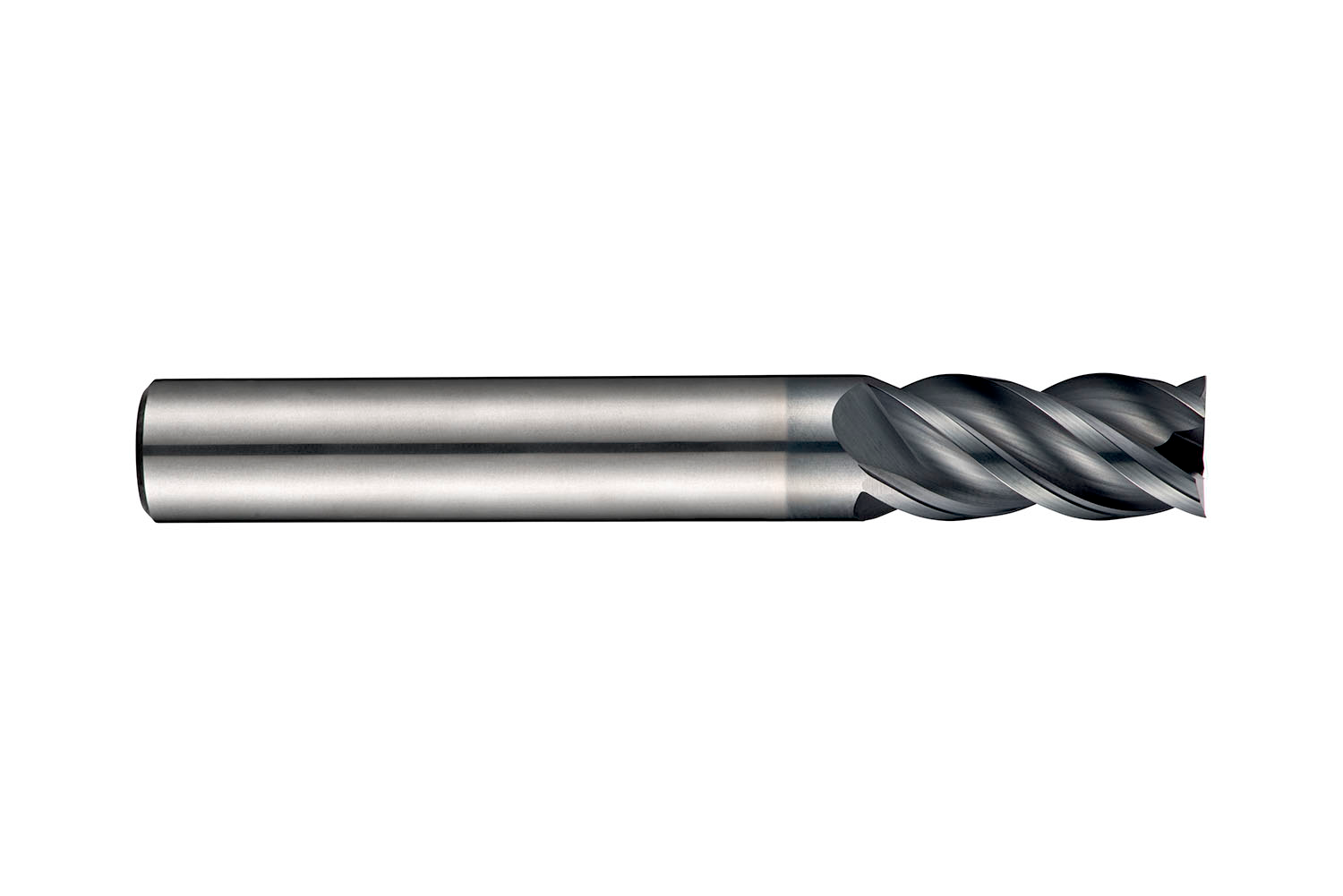
ショート切削長、4枚刃設計により、標準的なプロファイル加工に高い剛性を発揮。AlCrNコーティングにより、困難な被削材のフライス加工において性能、工具寿命が向上。不等間隔ピッチの4°ヘリックスは、振動を低減し、生産性と工具寿命を最大化します。DCON MS 公差h6。
製品の特長


超硬材料 (超硬ソリッド)

低~高抵抗材料向け多目的カッタタイプ

切削長、ショート

40° ねじれ角 (フルート)

DIN 6535 HA ストレートシャンク

h9 – 工業界標準の工具公差 (径範囲に基づく)

径方向、斜め方向、軸方向

ドーマー 標準

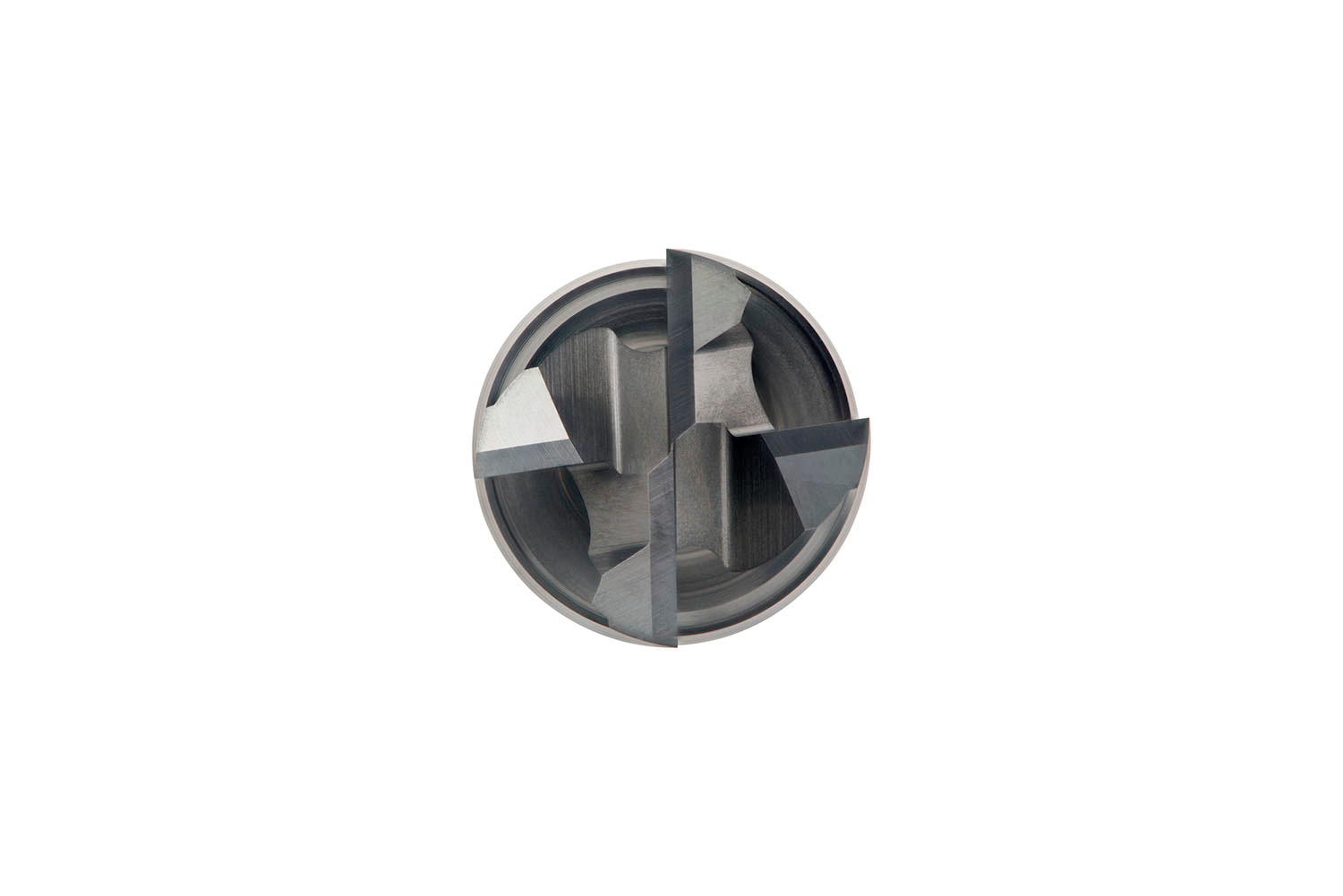
フルート数 = 4 (枚刃) 不等間隔ピッチ
製品の特長オペレーション

浅い肩削り加工- 推奨使用

深い肩削りフライス加工- 代替使用

プランジング加工- 推奨使用

浅い溝加工- 代替使用

ランピング加工- 代替使用

複合プランジング加工- 代替使用

ヘリカル補間加工- 代替使用

トロコイド加工- 推奨使用
製品の詳細
説明 | バリュー |
|---|---|
| EAN番号 | 7320760684719 |
| 製品番号 (SAP) | 86022057 |
| 注文コード ANSI | S26018.0 |
| 総重量 | 281.1 |
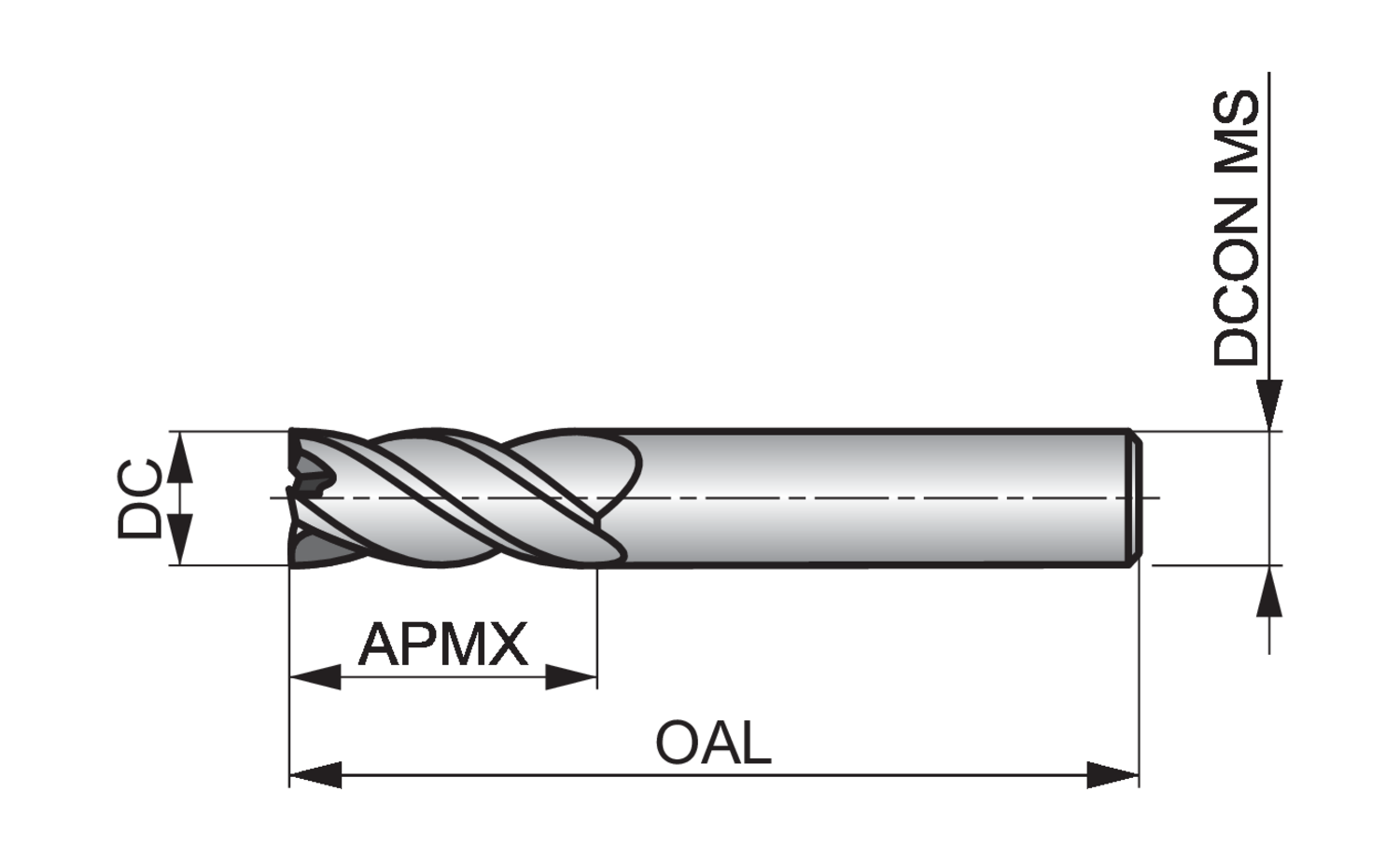
| 切削径 - ミリメートル (DC) | 18 mm |
| 接続径 - ミリメートル (DCON MS) | 18 mm |
| 最大切込み量 - ミリメートル (APMX) | 38 mm |
| 全体の長さ - ミリメートル (OAL) | 92 mm |
| フルート数 (NOF) | 4 |
| 径方向すくい角 (GAMF) | 4 |
| ISO | S26018.0 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P4.3 - 工具鋼 硬度39 - 45HRC | 推奨使用 | 97 m/min | 0.09 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M2.3 - ステンレス鋼, マルテンサイト系 硬度280 - 380HB | 推奨使用 | 97 m/min | 0.09 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M3.3 - ステンレス鋼, オーステナイト系 硬度260 - 300HB | 推奨使用 | 99 m/min | 0.074 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M4.1 - ステンレス鋼, オーステナイト-フェライトまたはスーパーオーステナイト系 硬度< 300HB | 推奨使用 | 97 m/min | 0.074 mm/rev |
| M4.2 - ステンレス鋼, 析出硬化 オーステナイト系 硬度300 - 380HB | 推奨使用 | 83 m/min | 0.074 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S1.3 - チタン合金, 硬度 280 - 360HB | 推奨使用 | 70 m/min | 0.074 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S2.2 - 鉄基 耐熱合金 硬度 200-280HB | 推奨使用 | 56 m/min | 0.074 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S3.2 - ニッケル基 耐熱合金 硬度 280 - 360HB | 推奨使用 | 40 m/min | 0.074 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S4.2 - コバルト基 耐熱鋼合金 硬度 240 - 320HB | 推奨使用 | 32 m/min | 0.074 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| H1.1 - チル鋳鉄 硬度 <440HB | 推奨使用 | 179 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| H2.1 - 焼き入れ処理鋳鉄 硬度 <55HRC | 推奨使用 | 106 m/min | 0.048 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| H3.1 - 焼き入れ鋼 硬度 <51HRC | 推奨使用 | 118 m/min | 0.048 mm/rev |
| H3.2 - 焼き入れ鋼 硬度 51 - 55HRC | 推奨使用 | 97 m/min | 0.048 mm/rev |