窒化アルミクロムコーティング (特殊最適化処理)


J23512.0-11
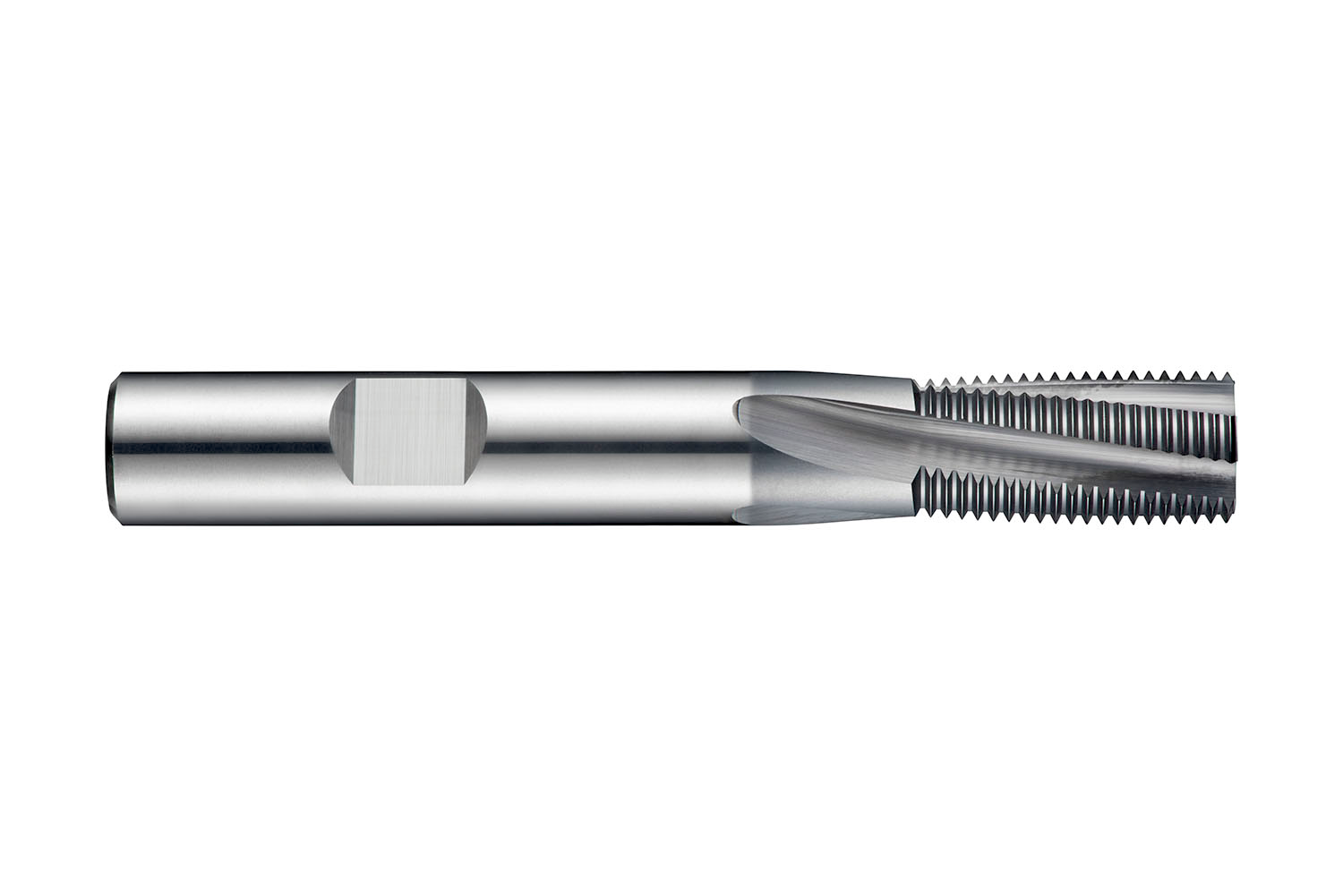
UNC スレッドミル スパイラルフルート 10° 給油
マテリアルID: 6821340
TDZと同じまたはそれ以上の径を同じピッチで加工できる汎用高性能工具。左または右勝手、貫通穴またはほぼ底部までの止まり穴。Alcrona Proコーティングにより最高の加工結果が得られ、内部クーラント供給により切り屑排出が向上します。内径ねじ。
製品の特長
ねじ形状、ユニファイ並目
ドーマー 標準
2×D 使用可能な工具長さと径の比
超硬材料 (超硬ソリッド)
スパイラルフルートジオメトリ
10° ねじれ角 (フルート)
右勝手回転 / 切削
DIN 6535 HB サイドロックシャンク
スルークーラント – 軸方向排出
製品の詳細
説明 | バリュー |
|---|---|
| EAN番号 | 7320760689189 |
| 製品番号 (SAP) | 86024795 |
| 注文コード ANSI | J23512.0-11 |
| 総重量 | 115.3 |
| ねじ径サイズ (TDZ) | 5/8 |
| インチ当たりの山数 (TPI) | 11 |
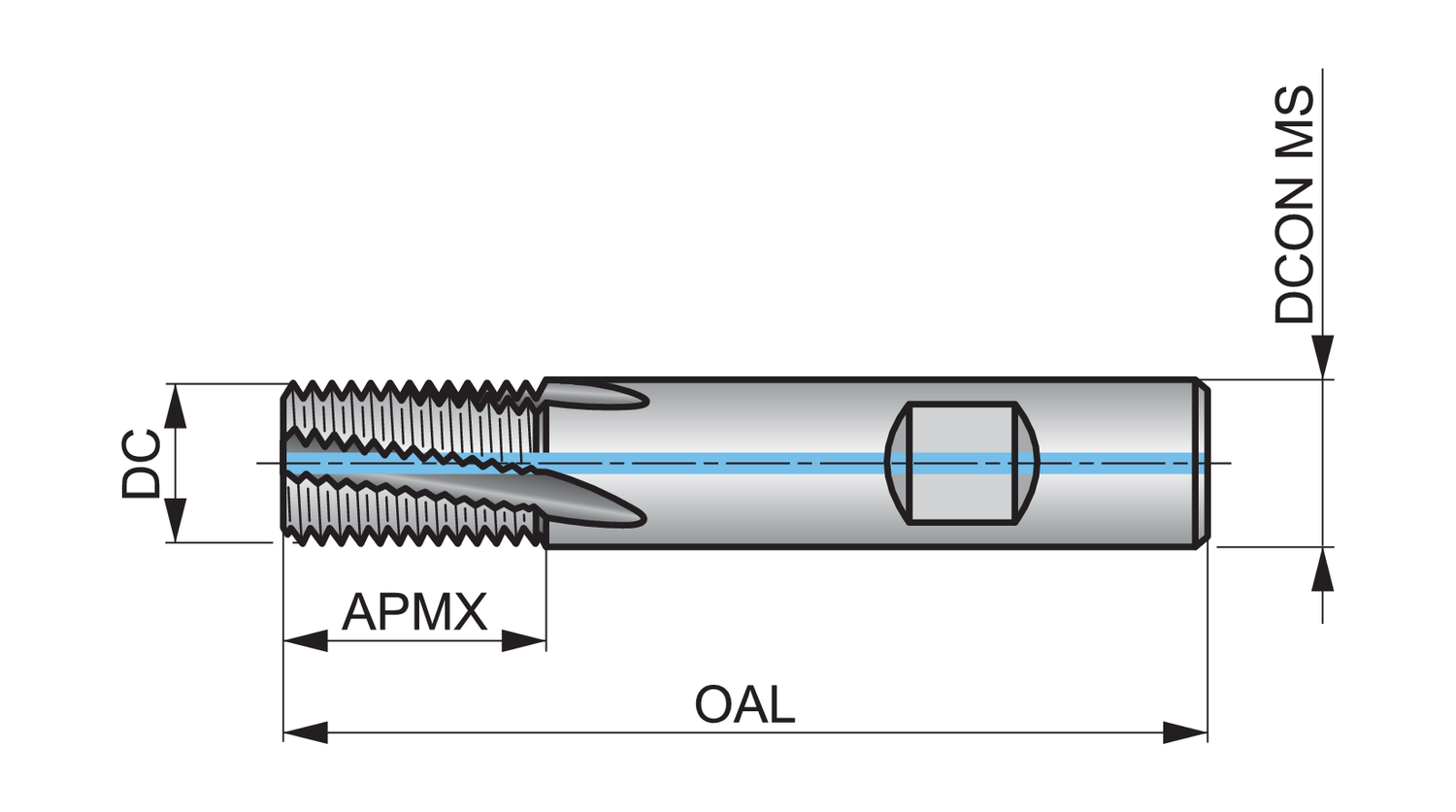
| 切削径 - ミリメートル (DC) | 12 mm |
| 最大切込み量 - ミリメートル (APMX) | 26 mm |
| 全体の長さ - ミリメートル (OAL) | 83 mm |
| 接続径 - ミリメートル (DCON MS) | 12 mm |
| フルート数 (NOF) | 4 |
| ISO | J23512.0-11 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 推奨使用 | 181 m/min | 0.073 mm/rev |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 203 m/min | 0.073 mm/rev |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 210 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 推奨使用 | 156 m/min | 0.073 mm/rev |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 推奨使用 | 137 m/min | 0.073 mm/rev |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 推奨使用 | 121 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 推奨使用 | 140 m/min | 0.073 mm/rev |
| P3.2 - 合金鋼 硬度 180 - 260HB | 推奨使用 | 112 m/min | 0.073 mm/rev |
| P3.3 - 合金鋼 260 - 360HB | 推奨使用 | 95 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P4.1 - 工具鋼 硬度 < 26HRC | 推奨使用 | 83 m/min | 0.073 mm/rev |
| P4.2 - 工具鋼 硬度26 - 39RC | 推奨使用 | 70 m/min | 0.073 mm/rev |
| P4.3 - 工具鋼 硬度39 - 45HRC | 推奨使用 | 58 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M1.1 - ステンレス鋼, フェライト系 硬度< 160HB | 推奨使用 | 65 m/min | 0.073 mm/rev |
| M1.2 - ステンレス鋼, フェライト系 硬度160 - 220HB | 推奨使用 | 55 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M2.1 - ステンレス鋼, マルテンサイト系 硬度< 200HB | 推奨使用 | 58 m/min | 0.073 mm/rev |
| M2.2 - ステンレス鋼, マルテンサイト系 硬度200 - 280HB | 推奨使用 | 47 m/min | 0.073 mm/rev |
| M2.3 - ステンレス鋼, マルテンサイト系 硬度280 - 380HB | 推奨使用 | 40 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M3.1 - ステンレス鋼, オーステナイト系 硬度< 200HB | 推奨使用 | 50 m/min | 0.055 mm/rev |
| M3.2 - ステンレス鋼, オーステナイト系 硬度200 - 260HB | 推奨使用 | 42 m/min | 0.055 mm/rev |
| M3.3 - ステンレス鋼, オーステナイト系 硬度260 - 300HB | 推奨使用 | 38 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M4.1 - ステンレス鋼, オーステナイト-フェライトまたはスーパーオーステナイト系 硬度< 300HB | 推奨使用 | 32 m/min | 0.055 mm/rev |
| M4.2 - ステンレス鋼, 析出硬化 オーステナイト系 硬度300 - 380HB | 代替使用 | 27 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 推奨使用 | 137 m/min | 0.073 mm/rev |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 推奨使用 | 101 m/min | 0.073 mm/rev |
| K1.3 - ねずみ鋳鉄, パーライト 硬度240 - 280HB | 推奨使用 | 76 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 推奨使用 | 129 m/min | 0.073 mm/rev |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 推奨使用 | 105 m/min | 0.073 mm/rev |
| K2.3 - 可鍛鋳鉄, パーライト 硬度200 - 240HB | 推奨使用 | 84 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 推奨使用 | 115 m/min | 0.073 mm/rev |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 推奨使用 | 87 m/min | 0.073 mm/rev |
| K3.3 - ダクタイル (ノジュラ/球状)鋳鉄, パーライト 硬度220 - 260HB | 推奨使用 | 71 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K4.1 - オーステナイト鋳鉄 硬度 < 180HB | 推奨使用 | 106 m/min | 0.055 mm/rev |
| K4.2 - オーステナイト鋳鉄 硬度180 - 240HB | 推奨使用 | 80 m/min | 0.055 mm/rev |
| K4.3 - オーステンパダクタイル鋳鉄 硬度240 - 280HB | 推奨使用 | 59 m/min | 0.055 mm/rev |
| K4.4 - オーステンパダクタイル鋳鉄 硬度280 - 320HB | 推奨使用 | 51 m/min | 0.055 mm/rev |
| K4.5 - オーステンパダクタイル鋳鉄 320 - 360HB | 推奨使用 | 42 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K5.1 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度< 180HB | 推奨使用 | 120 m/min | 0.073 mm/rev |
| K5.2 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度180 - 220HB | 推奨使用 | 90 m/min | 0.073 mm/rev |
| K5.3 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度220 - 260HB | 推奨使用 | 70 m/min | 0.073 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.1 - 純アルミと展伸アルミニウム合金 硬度 < 60HB | 推奨使用 | 420 m/min | 0.091 mm/rev |
| N1.2 - 展伸アルミニウム合金 硬度 60 - 100HB | 推奨使用 | 315 m/min | 0.091 mm/rev |
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 推奨使用 | 210 m/min | 0.091 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 推奨使用 | 275 m/min | 0.091 mm/rev |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 推奨使用 | 247 m/min | 0.091 mm/rev |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 推奨使用 | 179 m/min | 0.091 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 推奨使用 | 640 m/min | 0.091 mm/rev |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 推奨使用 | 378 m/min | 0.091 mm/rev |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 推奨使用 | 189 m/min | 0.091 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.1 - 熱可塑性ポリマ | 推奨使用 | 305 m/min | 0.091 mm/rev |
| N4.2 - 熱可塑性ポリマ | 推奨使用 | 153 m/min | 0.091 mm/rev |
| N4.3 - 強化ポリマーまたは複合材 | 推奨使用 | 69 m/min | 0.091 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S1.1 - チタンまたはチタン合金, 硬度<200HB | 推奨使用 | 42 m/min | 0.055 mm/rev |
| S1.2 - チタン合金, 硬度 200 - 280HB | 推奨使用 | 42 m/min | 0.055 mm/rev |
| S1.3 - チタン合金, 硬度 280 - 360HB | 代替使用 | 32 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S2.1 - 鉄基 耐熱合金 硬度 <200HB | 推奨使用 | 35 m/min | 0.055 mm/rev |
| S2.2 - 鉄基 耐熱合金 硬度 200-280HB | 代替使用 | 26 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S3.1 - ニッケル基 耐熱合金 硬度 <280HB | 推奨使用 | 26 m/min | 0.055 mm/rev |
| S3.2 - ニッケル基 耐熱合金 硬度 280 - 360HB | 代替使用 | 22 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| S4.1 - コバルト基 耐熱鋼合金 硬度 <240HB | 推奨使用 | 21 m/min | 0.055 mm/rev |
| S4.2 - コバルト基 耐熱鋼合金 硬度 240 - 320HB | 代替使用 | 17 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| H1.1 - チル鋳鉄 硬度 <440HB | 推奨使用 | 63 m/min | 0.055 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| H3.1 - 焼き入れ鋼 硬度 <51HRC | 代替使用 | 45 m/min | 0.055 mm/rev |