光沢面 (ノンコート)
S6501.0
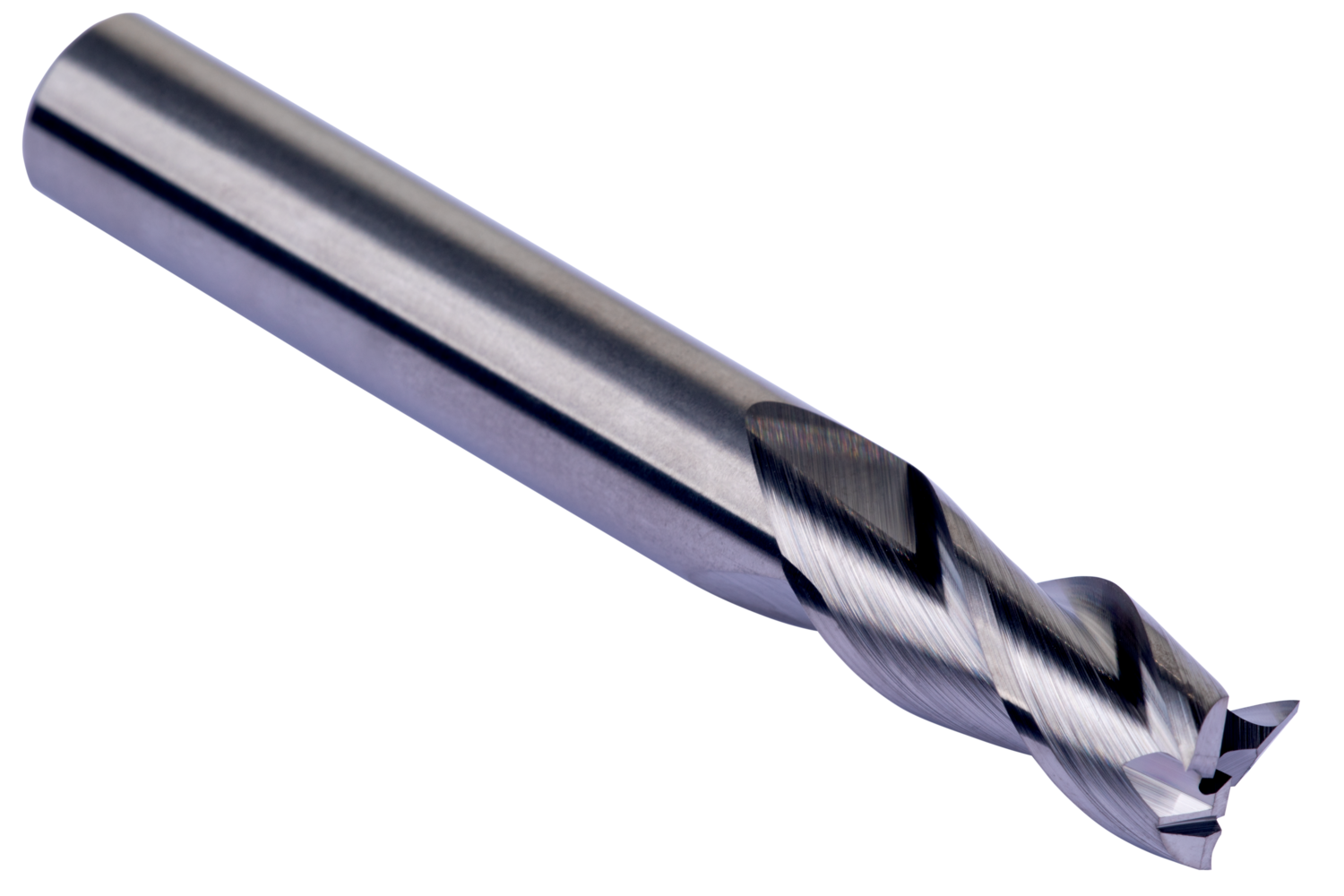
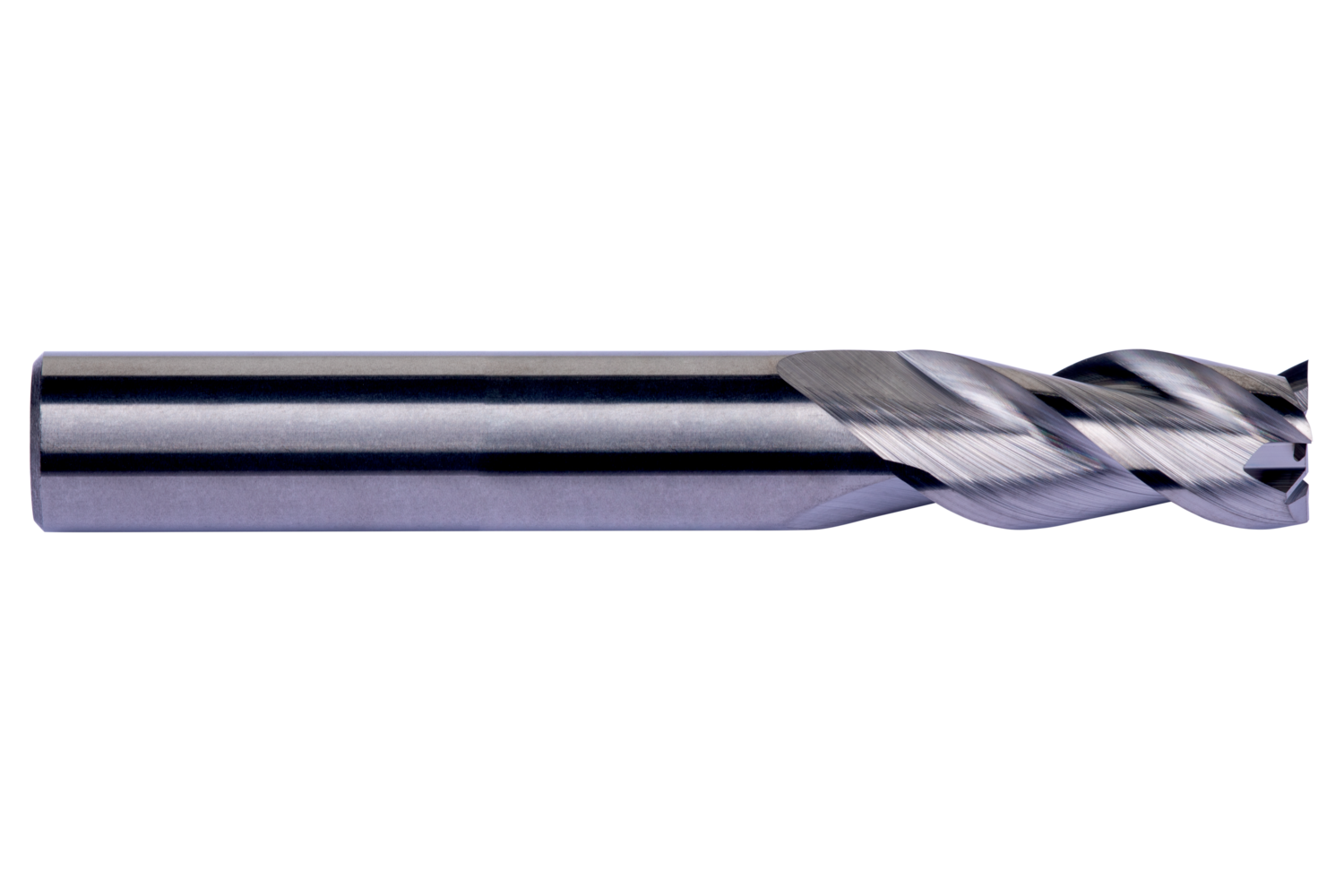
エンドミル
マテリアルID: 8030279
ショート切削長、不等間隔ピッチの3枚刃は、フライス加工時の振動やスピンドルへの負荷を低減し、仕上げ面を向上させるように設計されています。シングル切り屑分断機能は、切り屑を扱いやすい大きさに分断し、非鉄金属材料の切り屑排出を向上させます。DCON MS 公差h6。
製品の特長


超硬材料 (超硬ソリッド)

非鉄カッタタイプ 軟質可鍛材料向け

切削長、ショート

40° ねじれ角 (フルート)

DIN 6535 HA ストレートシャンク

h9 – 工業界標準の工具公差 (径範囲に基づく)

径方向、斜め方向、軸方向

ドーマー 標準

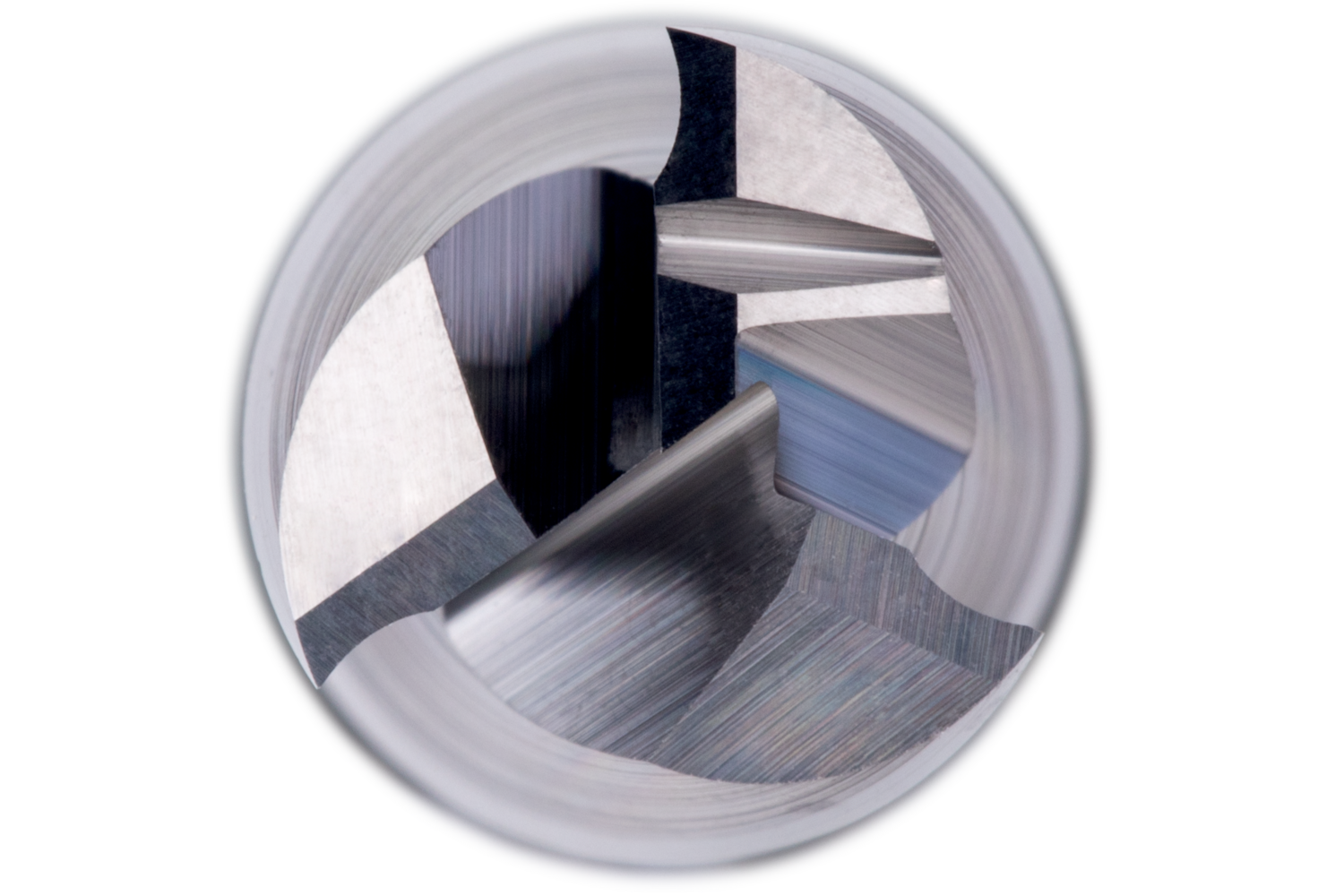
フルート数 = 3 (枚刃) 不等間隔ピッチ
製品の特長オペレーション

浅い肩削り加工- 推奨使用

深い肩削りフライス加工- 推奨使用

プランジング加工- 代替使用

浅い溝加工- 推奨使用

深溝フライス加工- 代替使用

ランピング加工- 推奨使用

ヘリカル補間加工- 推奨使用
製品の詳細
説明 | バリュー |
|---|---|
| EAN番号 | 7320760950012 |
| 製品番号 (SAP) | 86038219 |
| 注文コード ANSI | S6501.0 |
| 総重量 | 13.9 |
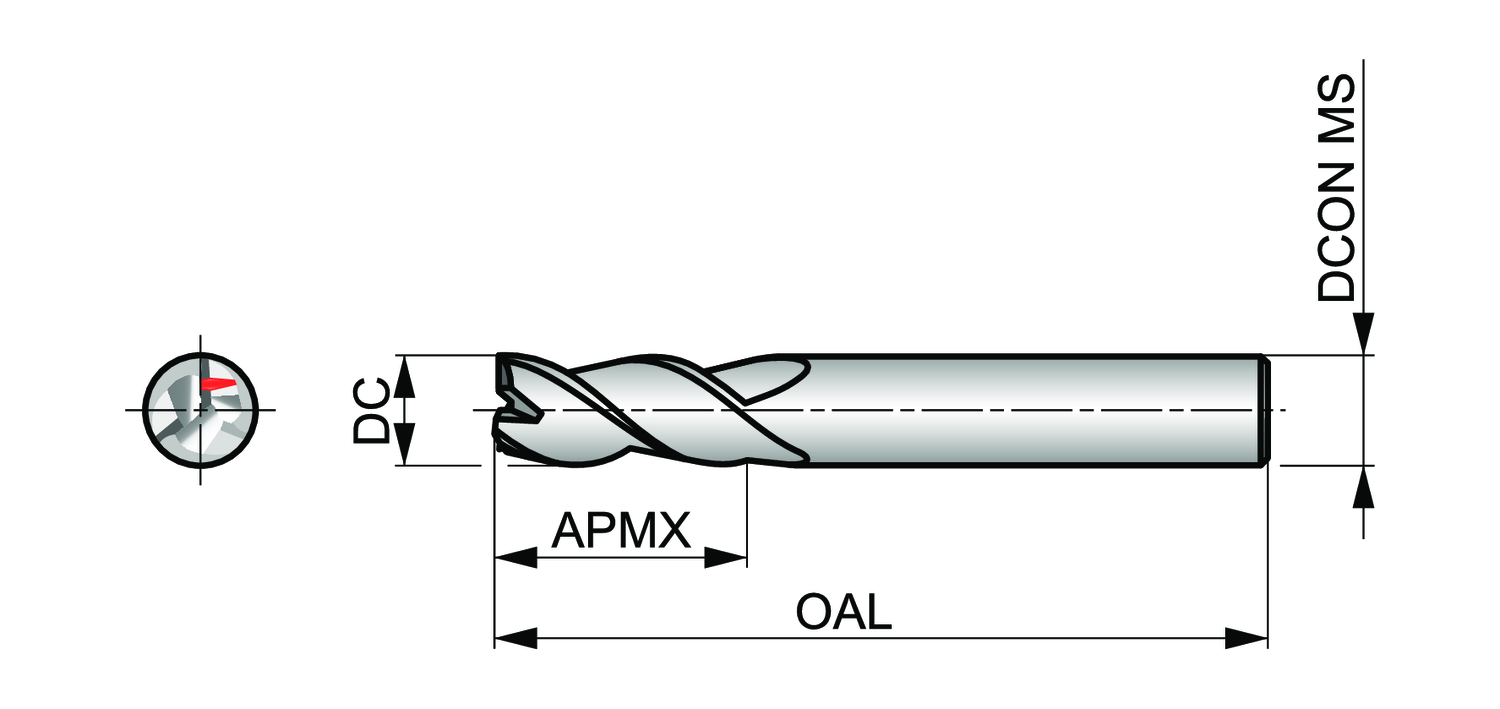
| 切削径 - ミリメートル (DC) | 1 mm |
| 接続径 - ミリメートル (DCON MS) | 4 mm |
| 最大切込み量 - ミリメートル (APMX) | 3 mm |
| 全体の長さ - ミリメートル (OAL) | 40 mm |
| フルート数 (NOF) | 3 |
| 径方向すくい角 (GAMF) | 13 |
| ISO | S6501.0 |
特徴と利点
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| N1.1 - 純アルミと展伸アルミニウム合金 硬度 < 60HB | 推奨使用 | 780 m/min | |
| N1.2 - 展伸アルミニウム合金 硬度 60 - 100HB | 推奨使用 | 608 m/min | |
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 推奨使用 | 393 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 推奨使用 | 393 m/min | |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 推奨使用 | 352 m/min | |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 推奨使用 | 252 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 推奨使用 | 410 m/min | |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 推奨使用 | 241 m/min | |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 推奨使用 | 123 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.1 - 熱可塑性ポリマ | 推奨使用 | 410 m/min | |
| N4.2 - 熱可塑性ポリマ | 推奨使用 | 158 m/min |