光沢面 (ノンコート)
B6903/8X60
センターリーマ
マテリアルID: 8157417
主にセンタドリル穴のリーマ加工、シャフトの旋盤センタ、ねじ頭やリベットのカウンターシンクアングルに使用します。カウンターシンクアングルは6°、82°、9°、1°があります。不等間隔のフルートにより、精度を向上させながらビビリを排除し、滑らかな仕上げを実現します。
製品の特長
ハイス工具材料
ANSI – タップ 標準
右勝手回転 / 切削
円筒シャンク / ストレートシャンク
製品の詳細
説明 | バリュー |
|---|---|
| EAN番号 | 3603607004180 |
| 製品番号 (SAP) | 86040941 |
| 注文コード ANSI | B6903/8X60 |
| 製品名 | B6903/8X60 |
| 総重量 | 18 |
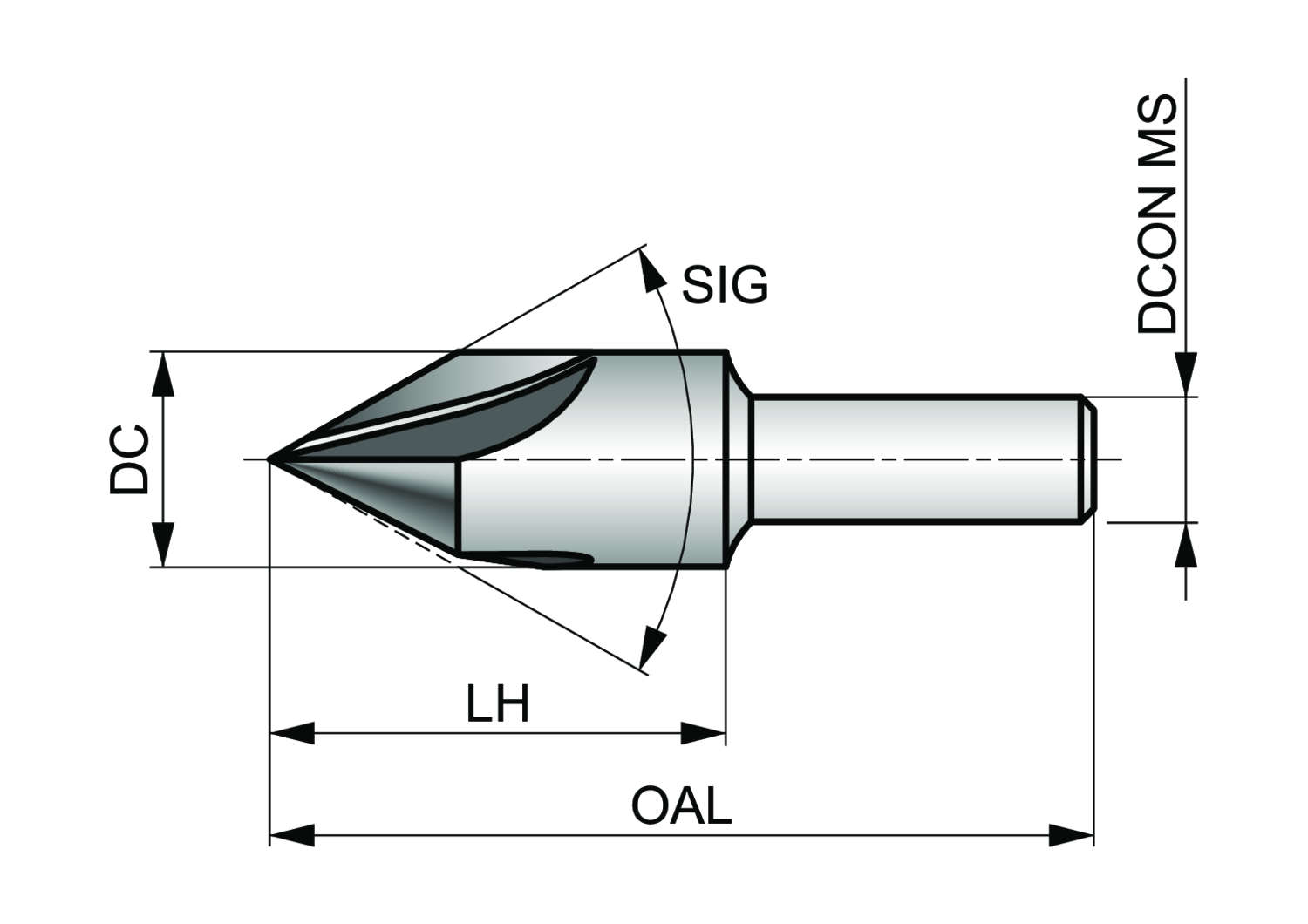
| 接続径 - 分数値インチ (DCON MS) | 1/4 |
| 接続径 - ミリメートル (DCON MS) | 6.35 mm |
| 切削径 - 分数値インチ (DC) | 3/8 |
| 切削径 - インチ (DC) | 0.375 inch |
| 切削径 - ミリメートル (DC) | 9.53 mm |
| フルート数 (NOF) | 3 |
| 全体の長さ - 分数値インチ (OAL) | 1.3/4 |
| 全体の長さ - ミリメートル (OAL) | 44.45 mm |
| ISO | B6903/8X60 |
| 機能長さ - 分数値インチ (LF) | 7/8 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 推奨使用 | 21 m/min | 0.1 mm/rev |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 24 m/min | 0.1 mm/rev |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 25 m/min | 0.1 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 推奨使用 | 18 m/min | 0.1 mm/rev |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 推奨使用 | 16 m/min | 0.08 mm/rev |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 代替使用 | 14 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 推奨使用 | 13 m/min | 0.06 mm/rev |
| P3.2 - 合金鋼 硬度 180 - 260HB | 代替使用 | 11 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M1.1 - ステンレス鋼, フェライト系 硬度< 160HB | 代替使用 | 8 m/min | 0.06 mm/rev |
| M1.2 - ステンレス鋼, フェライト系 硬度160 - 220HB | 代替使用 | 6 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| M2.1 - ステンレス鋼, マルテンサイト系 硬度< 200HB | 代替使用 | 7 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 代替使用 | 18 m/min | 0.1 mm/rev |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 代替使用 | 13 m/min | 0.08 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 代替使用 | 19 m/min | 0.05 mm/rev |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 代替使用 | 15 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 代替使用 | 16 m/min | 0.05 mm/rev |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 代替使用 | 12 m/min | 0.05 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.1 - 純アルミと展伸アルミニウム合金 硬度 < 60HB | 推奨使用 | 34 m/min | 0.1 mm/rev |
| N1.2 - 展伸アルミニウム合金 硬度 60 - 100HB | 推奨使用 | 25 m/min | 0.1 mm/rev |
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 推奨使用 | 16 m/min | 0.08 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 代替使用 | 16 m/min | 0.08 mm/rev |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 代替使用 | 14 m/min | 0.08 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 推奨使用 | 17 m/min | 0.08 mm/rev |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 推奨使用 | 9 m/min | 0.08 mm/rev |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 代替使用 | 5 m/min | 0.06 mm/rev |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.1 - 熱可塑性ポリマ | 代替使用 | 35 m/min | 0.1 mm/rev |
| N4.2 - 熱可塑性ポリマ | 代替使用 | 30 m/min | 0.1 mm/rev |