DNMG 150604E-SF:T8430
Turning Insert - Negative
Material ID: 7977372
Double-sided negative turning insert, 55° rhomboid with inscribed circle diameter of 12.7mm, 6.35mm thick, 0.4mm nose radius, indexing accuracy according to ISO-tolerance class-M, chip-breaker SF with rounded cutting edges, in grade T8430, a PVD coated fine grained WC-Co carbide within ISO ranges P20 -P40 and M20 -M35, for fine to medium machining of steels and stainless-steels
Product Detail
Description | Value |
|---|---|
| EAN number | 3603603819580 |
| Product number (SAP) | 80033180 |
| Ordering code ANSI | DNMG 441-SF:T8430 |
| Gross weight - grams | 13.935 |
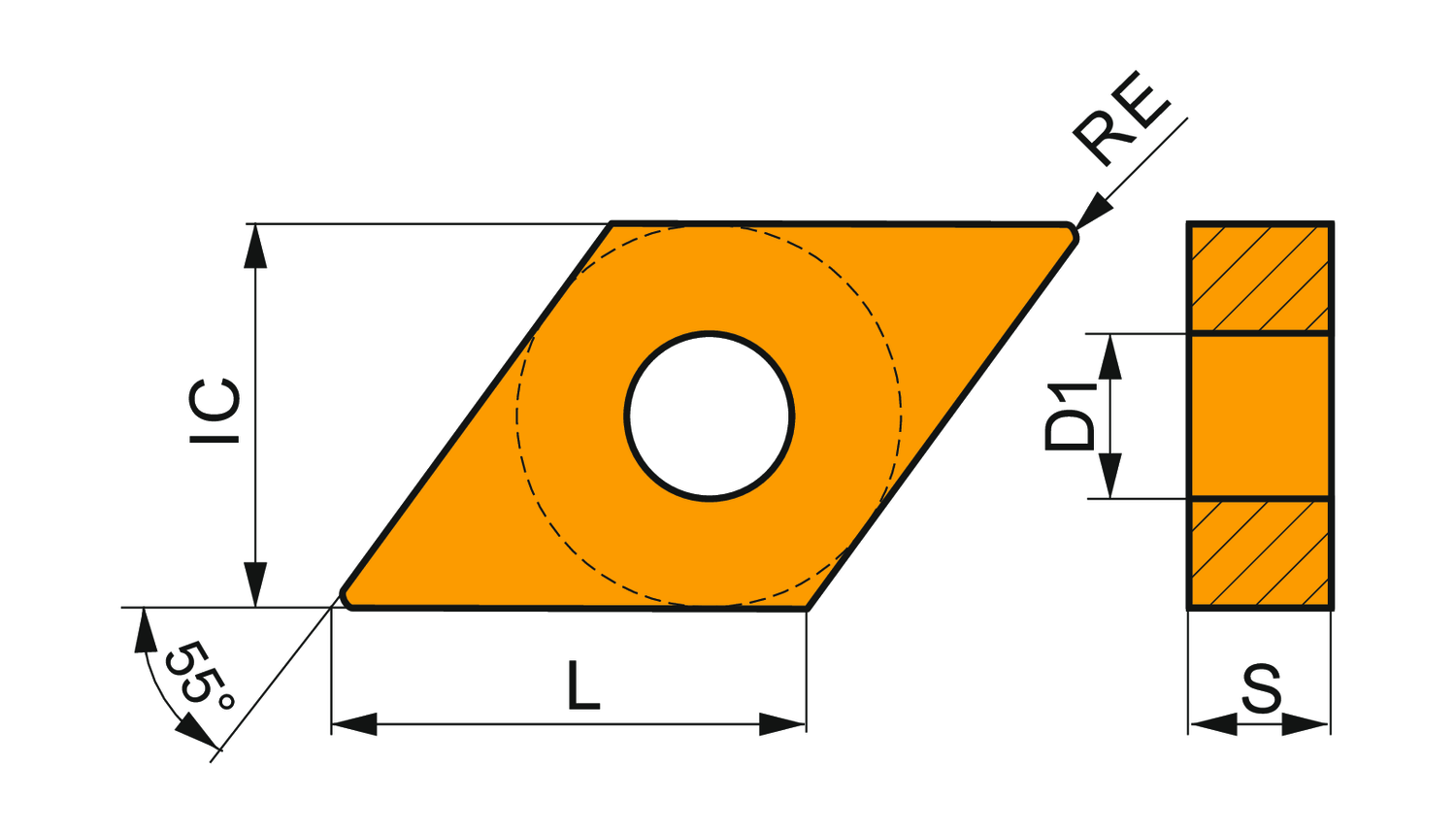
| Inscribed circle diameter - millimeter (IC) | 12.7 mm |
| Fixing hole diameter - millimeter (D1) | 5.16 mm |
| Cutting edge length - millimeter (L) | 15.5 mm |
| Insert thickness - millimeter (S) | 6.35 mm |
| Grade | T8430 |
| Corner radius - millimeter (RE) | 0.4 mm |
| Insert Clearance Code and Angle | N 0° |
| Insert Design | DNMG |
| Insert size | 15 |
| Insert Thickness | 06 |
| Insert Type | G |
| Chipbreaker manufacturer's designation (CBMD) | SF |
| Insert shape code (SC) | D - rhombic 55° included angle |
| Tool Design | DN |
| Insert Geometry | Negative |
| ISO | DNMG150604E-SF:T8430 |
Features & benefits
- New coating generation provides increased durability and performance. It is the most versatile grade for general turning and heavy roughing, even in unfavourable conditions.
- Rounded edges without T-land enables smooth machining with light feed and shallow depths of cut delivering sufficient edge strength while limiting the risk of work-hardening
- 3-D chip-breaker ensures chip-breaking control at wide range of feeds and depths of cut
- Wide chip-groove enhances the chip-control when machining tough materials improving chip evacuation
- Deep chip-groove reduces cutting forces and vibration
- Raised chip-breaker back wall height forces the chip to curl more tightly which improves the ability to chip break allowing machining of tough work-materials with lower feeds
- Positive geometry reduces the cutting forces, temperature and power requirement, exerting less stress on the workpiece, tool and machine spindle which helps to control chatter
- WC-Co based substrate submicron grained, provides high hardness and abrasive wear resistance, resistance against comb cracks
- PVD coating, enhances thermal cracking resistance and performance in operations involving cutting temperature fluctuations
- A multi-layered PVD coating optimized for increased productivity and durability. Thick TiN coating with low compressive stress for crater wear resistance and hard AlTiN layer for flank wear resistance.
- Unique Titanium-Boron-Nitride (TiBN) top layer for build-up edge reduction and improved performance.
Cutting Conditions
| Suitability | ap | vc | f | |
|---|---|---|---|---|
Primary use | 0.4 - 2.5 mm | 95 - 210 m/min | 0.1 - 0.2 mm/rev |
| Suitability | ap | vc | f | |
|---|---|---|---|---|
Primary use | 0.4 - 2.5 mm | 50 - 115 m/min | 0.1 - 0.18 mm/rev |
| Suitability | ap | vc | f | |
|---|---|---|---|---|
Possible use | 0.4 - 2.5 mm | 80 - 175 m/min | 0.1 - 0.2 mm/rev |
| Suitability | ap | vc | f | |
|---|---|---|---|---|
Possible use | 0.4 - 2.5 mm | 135 - 680 m/min | 0.1 - 0.24 mm/rev |
| Suitability | ap | vc | f | |
|---|---|---|---|---|
Possible use | 0.4 - 2 mm | 15 - 55 m/min | 0.1 - 0.16 mm/rev |
| Suitability | ap | vc | f | |
|---|---|---|---|---|
Possible use | 0.2 - 0.5 mm | 15 - 35 m/min | 0.1 - 0.14 mm/rev |