光沢面 (ノンコート)

E500M12NO1
ストレートフルートハンドタップ, メトリック, ISO 標準
マテリアルID: 5975288
貫通穴と止まり穴の両方に対応するストレートフルートの設計で、手作業と機械使用のタップ加工に適した汎用工具です。面取り加工長さの異なるNO6を3本、またはNO7を2本のハンドタップセットで、それぞれ完全なねじ山加工ができます。また、NO8を3本セットとして、順番に使用することで、完全なねじ山加工ができます。
製品の特長
ねじ形状、メートルねじ並目
ISO 529 – タップ 標準
DIN ねじピッチ径公差 (高い基本ピッチ径)
貫通または止まり穴の適用
1.5×D 使用可能な工具長さと径の比
ハイス工具材料
ストレートフルートジオメトリ
右勝手回転 / 切削
製品の詳細
説明 | バリュー |
|---|---|
| 製品名 | E500M12NO1 |
| 製品番号 (SAP) | 86016280 |
| EAN番号 | 7320760154564 |
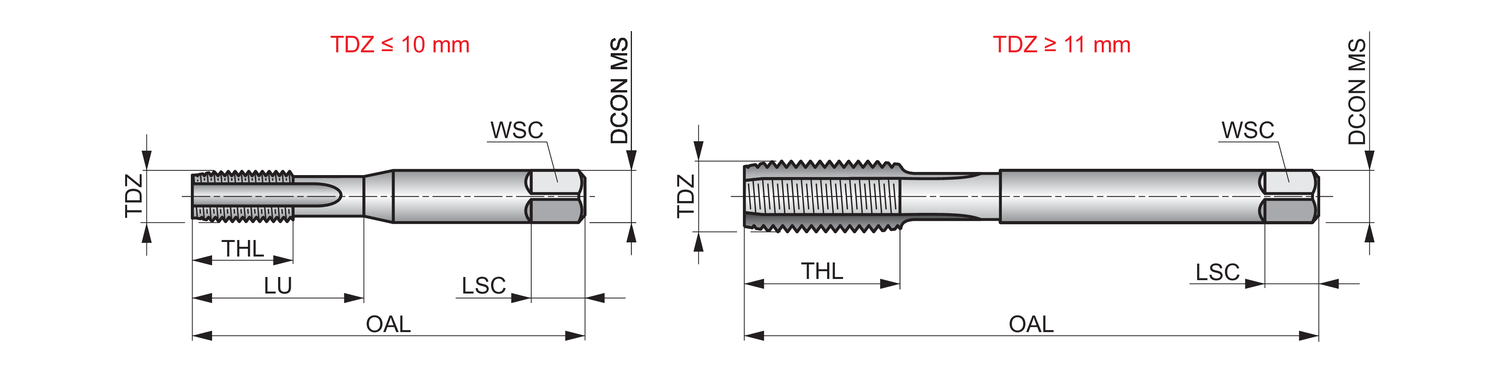
| ねじ径サイズ (TDZ) | 12 |
| ねじピッチ - ミリメートル (TP) | 1.75 mm |
| 全体の長さ - ミリメートル (OAL) | 89 mm |
| 全体の長さ - インチ (OAL) | 3.5039 inch |
| ねじ長さ - ミリメートル (THL) | 22 mm |
| ねじ長さ - インチ (THL) | 0.8661 inch |
| 接続径 - インチ (DCON MS) | 0.3543 inch |
| 接続径 - ミリメートル (DCON MS) | 9 mm |
| フルート数 (NOF) | 3 |
| クランプ幅 - インチ (WSC) | 0.2795 inch |
| クランプ幅 - ミリメートル (WSC) | 7.1 mm |
| クランプ長さ - インチ (LCS) | 0.3937 inch |
| クランプ長さ - ミリメートル (LSC) | 10 mm |
| 前加工穴径 - インチ (PHD) | 0.4055 inch |
| 前加工穴径 - ミリメートル (PHD) | 10.3 mm |
| 総重量 | 50 |
| ISO | E500M12NO1 |
| 注文コード ANSI | E500M12NO1 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 推奨使用 | 7 m/min | |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 7 m/min | |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 推奨使用 | 6 m/min | |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 推奨使用 | 5 m/min | |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 代替使用 | 4 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 推奨使用 | 4 m/min | |
| P3.2 - 合金鋼 硬度 180 - 260HB | 代替使用 | 4 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P4.1 - 工具鋼 硬度 < 26HRC | 代替使用 | 3 m/min | |
| P4.2 - 工具鋼 硬度26 - 39RC | 代替使用 | 2 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 代替使用 | 12 m/min | |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 代替使用 | 9 m/min | |
| K1.3 - ねずみ鋳鉄, パーライト 硬度240 - 280HB | 代替使用 | 7 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 代替使用 | 12 m/min | |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 代替使用 | 10 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 代替使用 | 11 m/min | |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K4.1 - オーステナイト鋳鉄 硬度 < 180HB | 代替使用 | 10 m/min | |
| K4.2 - オーステナイト鋳鉄 硬度180 - 240HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K5.1 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度< 180HB | 代替使用 | 11 m/min | |
| K5.2 - バーミキュラ鋳鉄, コンパクト圧縮黒鉛鋳鉄 硬度180 - 220HB | 代替使用 | 9 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 代替使用 | 11 m/min | |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 代替使用 | 10 m/min | |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 代替使用 | 7 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 代替使用 | 17 m/min | |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 代替使用 | 10 m/min | |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 代替使用 | 5 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.2 - 熱可塑性ポリマ | 代替使用 | 5 m/min | |
| N4.3 - 強化ポリマーまたは複合材 | 代替使用 | 3 m/min |
関連部品
L12012M
マテリアルID : 5978811
L12014M
マテリアルID : 5978814
L1204M
マテリアルID : 5978855