光沢面と酸化蒸気物の組合わせ


B12117.0
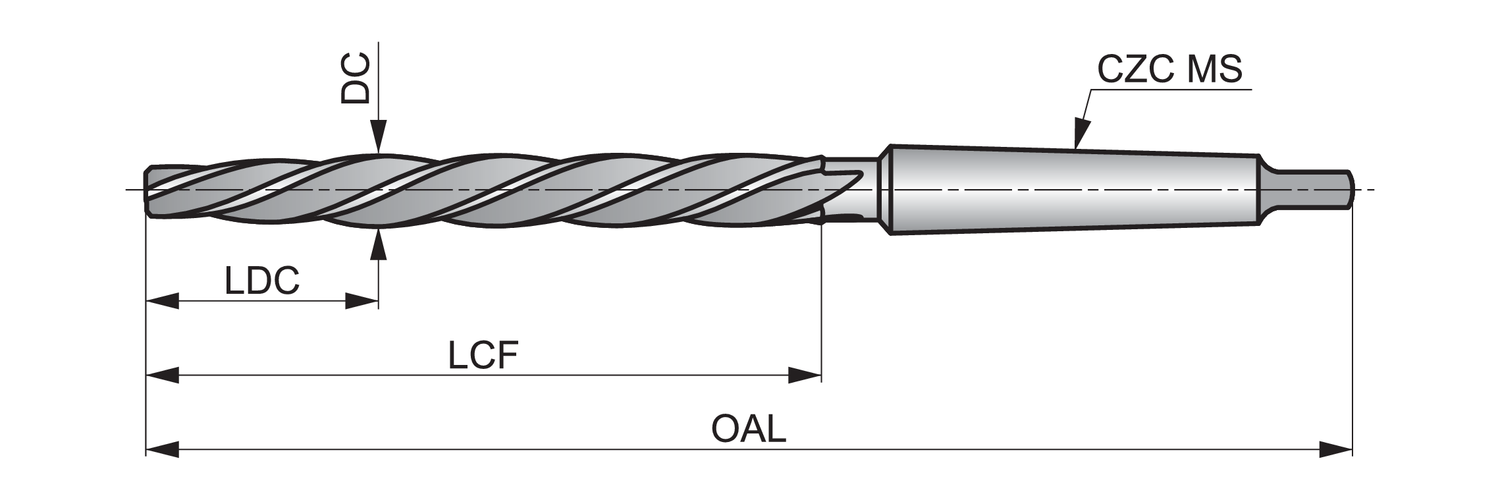
モールステーパシャンクブリッジリーマ
マテリアルID: 5986791
大型ワークピースの穴を再調整するために設計されており、2つ以上のワークピースをボルトやリベットで固定する前に使用します。1/1比率のテーパリードによる小さなパイロット径により、あらかじめドリルで穴あけされた位置決めや位置合わせの必要性が簡素化されます。多くの被削材のリーマ加工に適しています。1:10スターティングテーパ(LDC)付き。
製品の特長
ハイス工具材料
DIN 311 – モールステーパシャンクブリッジリーマ 標準
右勝手回転 / 切削
モールステーパシャンク
k11 – 工業界標準の工具公差 (径範囲に基づく)
製品の詳細
説明 | バリュー |
|---|---|
| EAN番号 | 7320760049099 |
| 製品番号 (SAP) | 86012621 |
| 注文コード ANSI | B12117.0 |
| 総重量 | 460.2 |
| 切削径 - ミリメートル (DC) | 17 mm |
| 全体の長さ - ミリメートル (OAL) | 251 mm |
| 切り屑フルート長さ - ミリメートル (LCF) | 135 mm |
| 基準点距離 PK - ミリメートル (LDC) | 51 mm |
| フルート数 (NOF) | 4 |
| 接続サイズコード機械側 (CZC MS) | MK 3 |
| ISO | B12117.0 |
切削条件
| 適合性 | vc | f | |
|---|---|---|---|
| P1.1 - 硫黄快削鋼 硬度 < 240HB | 推奨使用 | 15 m/min | |
| P1.2 - リン添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 16 m/min | |
| P1.3 - リン/鉛添加の硫黄快削鋼 硬度 < 180HB | 推奨使用 | 17 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P2.1 - 低炭素鋼 炭素含有量<0.25%, 硬度<180HB | 推奨使用 | 13 m/min | |
| P2.2 - 中炭素鋼 炭素含有量< 0.55%, 硬度< 240HB | 推奨使用 | 11 m/min | |
| P2.3 - 高炭素鋼 炭素含有量> 0.55%, 硬度< 300HB | 代替使用 | 10 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P3.1 - 合金鋼 硬度 < 180HB | 推奨使用 | 7 m/min | |
| P3.2 - 合金鋼 硬度 180 - 260HB | 推奨使用 | 6 m/min | |
| P3.3 - 合金鋼 260 - 360HB | 代替使用 | 5 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| P4.1 - 工具鋼 硬度 < 26HRC | 推奨使用 | 4 m/min | |
| P4.2 - 工具鋼 硬度26 - 39RC | 代替使用 | 4 m/min | |
| P4.3 - 工具鋼 硬度39 - 45HRC | 代替使用 | 3 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K1.1 - ねずみ鋳鉄, フェライトまたはフェライト-パーライト 硬度< 180HB | 推奨使用 | 14 m/min | |
| K1.2 - ねずみ鋳鉄, フェライト-パーライトまたはパーライト 硬度180 - 240HB | 推奨使用 | 10 m/min | |
| K1.3 - ねずみ鋳鉄, パーライト 硬度240 - 280HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K2.1 - 可鍛鋳鉄, フェラト 硬度< 160HB | 推奨使用 | 12 m/min | |
| K2.2 - 可鍛鋳鉄, フェライトまたはパーライト 硬度160 - 200HB | 推奨使用 | 10 m/min | |
| K2.3 - 可鍛鋳鉄, パーライト 硬度200 - 240HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| K3.1 - ダクタイル (ノジュラ/球状)鋳鉄, フェライト 硬度< 180HB | 代替使用 | 11 m/min | |
| K3.2 - ダクタイル (ノジュラ/球状)鋳鉄, フェライトまたはパーライト 硬度180 - 220HB | 代替使用 | 8 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N1.1 - 純アルミと展伸アルミニウム合金 硬度 < 60HB | 代替使用 | 23 m/min | |
| N1.2 - 展伸アルミニウム合金 硬度 60 - 100HB | 推奨使用 | 17 m/min | |
| N1.3 - 展伸アルミニウム合金 硬度 100 - 150HB | 推奨使用 | 9 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N2.1 - 鋳造アルミニウム合金 硬度 < 75HB | 代替使用 | 21 m/min | |
| N2.2 - 鋳造アルミニウム合金 硬度 75 - 90HB | 推奨使用 | 18 m/min | |
| N2.3 - 鋳造アルミニウム合金 硬度 90 < 140HB | 代替使用 | 14 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N3.1 - 加工特性に優れた快削銅合金 | 推奨使用 | 34 m/min | |
| N3.2 - 適度な加工特性の短い切り屑の銅合金 | 推奨使用 | 20 m/min | |
| N3.3 - 中程度からより劣る加工特性の電気銅および長い切り屑の銅合金 | 代替使用 | 10 m/min |
| 適合性 | vc | f | |
|---|---|---|---|
| N4.1 - 熱可塑性ポリマ | 代替使用 | 21 m/min |