Bright (uncoated)

152810-32H34FLNO1
1528 UNS Hand Tap
Ordering number: 6007361
Straight flute hand tap NO1 with a 6-8xP taper lead, for Unified National Fine thread UNF 10 with 32 TPI and 2B class of fit with H3 pitch diameter limits, dimensions according to ANSI standard with 0.1940" shank and 0.1520" square drive, HSS with bright finish for 1.5xD through or blind hole threading in general purpose applications
Product Feature
Thread Form, Unified Fine
ANSI – Tap Standards
Thread tolerance class 2B-3B
1.5×D Usable Tool Depth to Diameter Ratio
High Speed Steel Tool Material
Straight Flute Geometry
Right Hand Rotation / Cutting
Product Detail
Description | Value |
|---|---|
| Product name | 152810-32H34FLNO1 |
| EDP number | 1010746 |
| EAN number | 698464017971 |
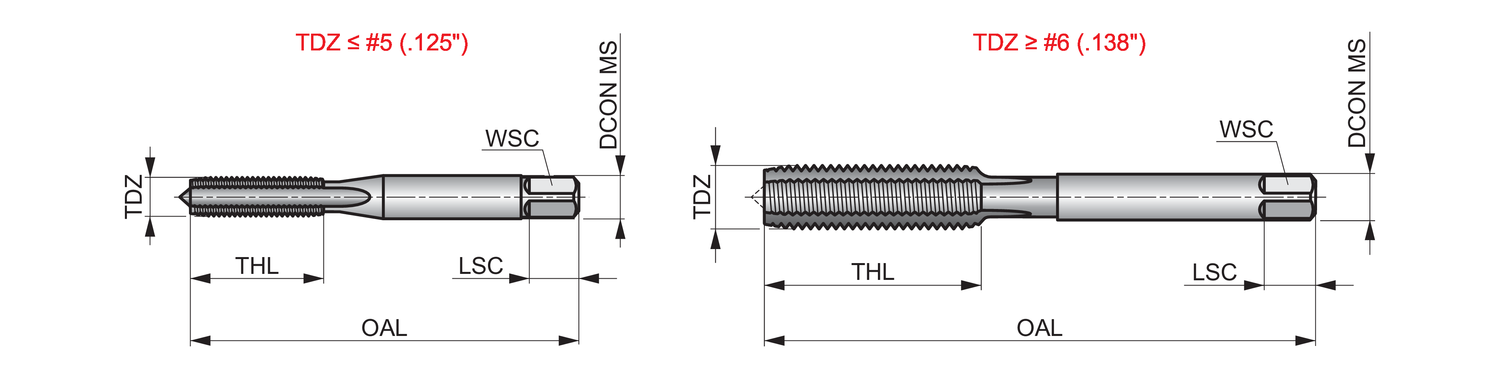
| Thread diameter size (TDZ) | 10 |
| Threads per inch (TPI) | 32 |
| Overall length - millimeter (OAL) | 60.33 mm |
| Overall length - inch (OAL) | 2.375 inch |
| Overall length - fractional inch (OAL) | 2.3/8 |
| Threading length - millimeter (THL) | 22.23 mm |
| Threading length - inch (THL) | 0.875 inch |
| Threading length - fractional inch (THL) | 7/8 |
| Connection diameter - inch (DCON MS) | 0.194 inch |
| Connection diameter - millimeter (DCON MS) | 4.93 mm |
| Flute count (NOF) | 4 |
| Tolerance limit | H3 |
| Clamping width - inch (WSC) | 0.152 inch |
| Clamping width - millimeter (WSC) | 3.86 mm |
| Clamping Length - fractional inch (LCS) | 1/4 |
| Clamping Length - inch (LCS) | 0.25 inch |
| Clamping Length - millimeter (LSC) | 6.35 mm |
| Gross weight - grams | 9 |
| ANSI | 152810-32H34FLNO1 |
| ISO | 152810-32H34FLNO1 |
| Ordering code ANSI | 152810-32H34FLNO1 |
Cutting Conditions
| Suitability | vc | f | |
|---|---|---|---|
| P1.1 - Free machining sulfurized carbon steel with a hardness of < 240HB | Possible use | 36 ft/min | |
| P1.2 - Free machining sulfurized and phosphorized carbon steel with a hardness of < 180HB | Possible use | 39 ft/min | |
| P1.3 - Free machining sulfurized/phosphorized and leaded carbon steel with a hardness of < 180HB | Possible use | 39 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| P2.1 - Plain low carbon steel containing < 0.25%C with a hardness of < 180HB | Possible use | 30 ft/min | |
| P2.2 - Plain medium carbon steel containing < 0.55%C with a hardness of < 240HB | Possible use | 26 ft/min | |
| P2.3 - Plain high carbon steel containing > 0.55%C, with a hardness of < 300HB | Possible use | 23 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| P3.1 - Alloy steel with a hardness of < 180HB | Possible use | 23 ft/min | |
| P3.2 - Alloy steel with a hardness of 180 - 260HB | Possible use | 20 ft/min | |
| P3.3 - Alloy steel with a hardness of 260 - 360HB | Possible use | 16 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| P4.1 - Tool steel with a hardness of < 26HRC | Possible use | 13 ft/min | |
| P4.2 - Tool steel with a hardness of 26 - 39RC | Possible use | 13 ft/min | |
| P4.3 - Tool steel with a hardness of 39 - 45HRC | Possible use | 10 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| M1.1 - Stainless steel, ferritic with a hardness of < 160HB | Possible use | 26 ft/min | |
| M1.2 - Stainless steel, ferritic with a hardness of 160 - 220HB | Possible use | 23 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| M2.1 - Stainless steel, martensitic with a hardness of < 200HB | Possible use | 23 ft/min | |
| M2.2 - Stainless steel, martensitic with a hardness of 200 - 280HB | Possible use | 20 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| M3.1 - Stainless steel, austenitic with a hardness of < 200HB | Possible use | 16 ft/min | |
| M3.2 - Stainless steel, austenitic with a hardness of 200 - 260HB | Possible use | 13 ft/min | |
| M3.3 - Stainless steel, austenitic with a hardness of 260 - 300HB | Possible use | 13 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| M4.1 - Stainless steel, austenitic-ferritic or super-austenitic with a hardness of < 300HB | Possible use | 13 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| K1.1 - Gray iron, ferritic or ferritic-pearlitic with a hardness of < 180HB | Possible use | 39 ft/min | |
| K1.2 - Gray iron, ferritic-pearlitic or pearlitic with a hardness of 180 - 240HB | Possible use | 30 ft/min | |
| K1.3 - Gray iron, pearlitic with a hardness of 240 - 280HB | Possible use | 23 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| K2.1 - Malleable iron, ferritic with a hardness of < 160HB | Possible use | 33 ft/min | |
| K2.2 - Malleable iron, ferritic or pearlitic with a hardness of 160 - 200HB | Possible use | 26 ft/min | |
| K2.3 - Malleable iron, pearlitic with a hardness of 200 - 240HB | Possible use | 20 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| K3.1 - Ductile (nodular/spheriodal) iron, ferritic with a hardness of < 180HB | Possible use | 30 ft/min | |
| K3.2 - Ductile (nodular/spheriodal) iron, ferritic or pearlitic with a hardness of 180 - 220HB | Possible use | 23 ft/min | |
| K3.3 - Ductile (nodular/spheriodal) iron, pearlitic with a hardness of 220 - 260HB | Possible use | 16 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| K4.1 - Austenitic cast iron with a hardness of < 180HB | Possible use | 26 ft/min | |
| K4.2 - Austenitic cast iron with a hardness of 180 - 240HB | Possible use | 20 ft/min | |
| K4.3 - Austempered ductile iron with a hardness of 240 - 280HB | Possible use | 13 ft/min | |
| K4.4 - Austempered ductile iron with a hardness of 280 - 320HB | Possible use | 13 ft/min | |
| K4.5 - Austempered ductile iron with a hardness of 320 - 360HB | Possible use | 10 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| K5.1 - Vermicular, compacted graphite iron with a hardness of < 180HB | Possible use | 30 ft/min | |
| K5.2 - Vermicular, compacted graphite iron with a hardness of 180 - 220HB | Possible use | 23 ft/min | |
| K5.3 - Vermicular, compacted graphite iron with a hardness of 220 - 260HB | Possible use | 16 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| N1.1 - Pure aluminium and wrought aluminium alloys with a hardness of < 60HB | Possible use | 39 ft/min | |
| N1.2 - Wrought aluminium alloys with a hardness of 60 - 100HB | Possible use | 30 ft/min | |
| N1.3 - Wrought aluminium alloys with a hardness of 100 - 150HB | Possible use | 20 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| N2.1 - Cast aluminium alloys with a hardness of < 75HB | Possible use | 92 ft/min | |
| N2.2 - Cast aluminium alloys with a hardness of 75 - 90HB | Possible use | 82 ft/min | |
| N2.3 - Cast aluminium alloys with a hardness of 90 < 140HB | Possible use | 59 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| N3.1 - Free-cutting copper-alloys materials with excellent machining properties | Possible use | 112 ft/min | |
| N3.2 - Short-chip copper-alloys with good to moderate machining properties | Possible use | 66 ft/min | |
| N3.3 - Electrolytic copper and long-chip copper-alloys with moderate to poor machining properties | Possible use | 33 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| N4.1 - Thermoplastic polymers | Possible use | 26 ft/min | |
| N4.2 - Thermosetting polymers | Possible use | 13 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| S1.1 - Titanium or titanium alloys, with a hardness of <200HB | Possible use | 16 ft/min | |
| S1.2 - Titanium alloys, with a hardness of 200 - 280HB | Possible use | 13 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| S2.1 - High-temperature Fe-based alloys with a hardness of <200HB | Possible use | 10 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| S3.1 - High-temperature Ni-based alloys with a hardness of <280HB | Possible use | 7 ft/min |
| Suitability | vc | f | |
|---|---|---|---|
| S4.1 - High-temperature Co-based alloys with a hardness of <240HB | Possible use | 7 ft/min |