Titanium Aluminium Nitride Coating


R46310.0
Force M Drill Oil Feed 5×D
Ordering number: 7625048
High-performance FORCE M drill with DIN 6535HA NC parallel shank, diameter 10mm with an overall length of 103mm and flute length of 61mm according to DIN 6537 L standard with 140° S-shape 4-facet split point, solid carbide with TiAlN coating, continiously thinned parallel web and through coolant holes for 5xD drilling without pecking in stainless steel and super-alloy
Product Feature
Hard Material (Solid Carbide)
DIN 6537 L
5×D Usable Tool Depth to Diameter Ratio
Drill Point 140°
DIN 6535 HA Cylindrical Shank
Continuously Thinned Web Flute Design
Through Tool Coolant
m7 – Industry Standard Tool Tolerance Zone (based on diameter range)
Product Detail
Description | Value |
|---|---|
| EAN number | 7320760835555 |
| EDP number | 7625048 |
| Product name | R46310.0 |
| Ordering code ANSI | R46310.0 |
| Product Line | FORCE M |
| Gross weight - grams | 88.3 |
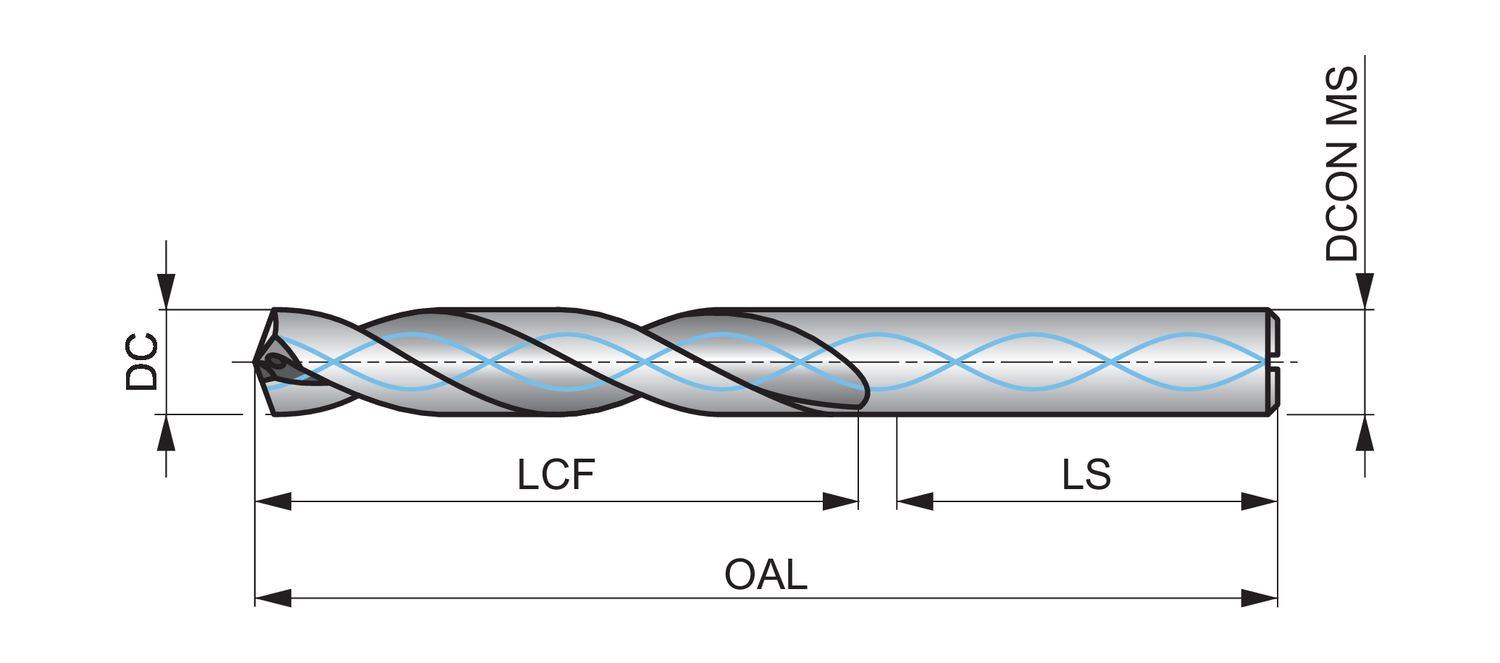
| Cutting diameter - millimeter (DC) | 10 mm |
| Cutting diameter - inch (DC) | 0.3937 inch |
| Length chip flute - millimeter (LCF) | 61 mm |
| Overall length - millimeter (OAL) | 103 mm |
| Shank length - millimeter (LS) | 40 mm |
| Connection diameter - millimeter (DCON MS) | 10 mm |
| Length chip flute - inch (LCF) | 2.4016 inch |
| ANSI | R46310.0 |
| ISO | R46310.0 |
Cutting Conditions
| Suitability | vc | f | |
|---|---|---|---|
| M1.1 - Stainless steel, ferritic with a hardness of < 160HB | Primary use | 364 ft/min | 0.0075 inch/rev |
| M1.2 - Stainless steel, ferritic with a hardness of 160 - 220HB | Primary use | 308 ft/min | 0.0075 inch/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M2.1 - Stainless steel, martensitic with a hardness of < 200HB | Primary use | 325 ft/min | 0.0075 inch/rev |
| M2.2 - Stainless steel, martensitic with a hardness of 200 - 280HB | Primary use | 266 ft/min | 0.0075 inch/rev |
| M2.3 - Stainless steel, martensitic with a hardness of 280 - 380HB | Primary use | 220 ft/min | 0.0055 inch/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M3.1 - Stainless steel, austenitic with a hardness of < 200HB | Primary use | 272 ft/min | 0.0075 inch/rev |
| M3.2 - Stainless steel, austenitic with a hardness of 200 - 260HB | Primary use | 233 ft/min | 0.0075 inch/rev |
| M3.3 - Stainless steel, austenitic with a hardness of 260 - 300HB | Primary use | 213 ft/min | 0.0065 inch/rev |
| Suitability | vc | f | |
|---|---|---|---|
| M4.1 - Stainless steel, austenitic-ferritic or super-austenitic with a hardness of < 300HB | Primary use | 187 ft/min | 0.0065 inch/rev |
| M4.2 - Stainless steel, precipitation hardening austenitic with a hardness of 300 - 380HB | Primary use | 161 ft/min | 0.0055 inch/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S1.1 - Titanium or titanium alloys, with a hardness of <200HB | Primary use | 171 ft/min | 0.0098 inch/rev |
| S1.2 - Titanium alloys, with a hardness of 200 - 280HB | Primary use | 141 ft/min | 0.0098 inch/rev |
| S1.3 - Titanium alloys, a hardness of 280 - 360HB | Primary use | 125 ft/min | 0.0067 inch/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S2.1 - High-temperature Fe-based alloys with a hardness of <200HB | Possible use | 187 ft/min | 0.0067 inch/rev |
| S2.2 - High-temperature Fe-based alloys with a hardness of 200-280HB | Possible use | 174 ft/min | 0.0067 inch/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S3.1 - High-temperature Ni-based alloys with a hardness of <280HB | Possible use | 141 ft/min | 0.0067 inch/rev |
| S3.2 - High-temperature Ni-based alloys with a hardness of 280 - 360HB | Possible use | 125 ft/min | 0.0067 inch/rev |
| Suitability | vc | f | |
|---|---|---|---|
| S4.1 - High-temperature Co-based alloys with a hardness of <240HB | Possible use | 108 ft/min | 0.0067 inch/rev |
| S4.2 - High-temperature Co-based alloys with a hardness of 240 - 320HB | Possible use | 98 ft/min | 0.0067 inch/rev |